
プラスチック射出成形機としても知られる射出成形機は、あらゆる種類のプラスチック工具の製造に広く使用されています。
射出成形チラー プラスチック射出成形機にとって非常に重要です。射出成形機の生産性を向上させることは、難しい問題になる可能性があります。
金型の充填と冷却が速すぎると、製品の品質に深刻な影響を与える可能性があります。
充填と冷却が遅すぎると、製造コストが増加します。
ここで重要なのはスループットを最大化することです。適切な射出成形チラーが不可欠です。
1.射出成形チラーサイズの選び方
実際、金型は熱交換器と見なすことができます。熱交換器では、熱が溶融プラスチックから金型に伝達され、常に循環している冷却媒体(冷水)に伝達されます。空気に入る割合はごくわずかです。射出成形機のプラテン。
ご存知のように、プラスチック成形サイクルのかなりの部分が冷却に費やされており、プラスチック成形サイクルの80%以上を占めることもあるため、冷却時間を最小限に抑える必要があります。
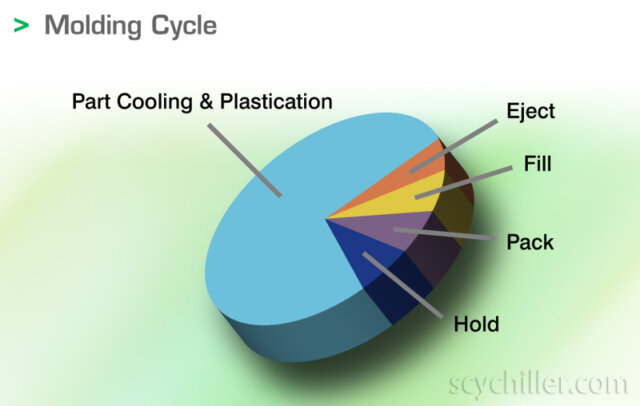
たとえば、元の冷却塔からの水をウォーターチラーからの冷水に置き換えると、20秒の成形サイクルを16秒に短縮できます。
チラーを装備するオプションはコストが高くなりますが、生産量を20%増やすことができ、長期的には非常に有益です。
では、どのようにして氷水エネルギーを選択するのですか?
A:簡単な式
a。一般に、6オンスの噴射量ごとに1HPの冷却装置が必要です。次に例を示します。
100T(5.5OZS)×3ユニット
150T(12OZS)×4ユニット
200T(23OZS)×3台
必要なチラーサイズは(5.5×3+12×4+23×3)/ 6 = 22.25です。つまり、25HPのチラーが必要です。他の機器の冷却に使用する場合、決定する冷却水サイクルの特定のフローに応じて。
b。または、射出成形機の50トンの容量ごとに、1HPの冷却能力(2.5〜3kw)が必要です。
B:高度な式
q=w×c×△t×s
•• q 必要な冷却能力です kcal / h。
•• w のプラスチック材料の重量です kg / h。
•• c プラスチック材料の比熱容量です kcal/kg℃。
•• Δt 間の温度差です 溶融材料の温度 と温度 製品がリリースされました 金型から°Cで(最後の表を参照)。
•• s は 安全係数 (一般的に1.35-2.0を取ります)、単一の射出機が一致する場合は小さい値を選択でき、冷却装置が複数の金型と一致する場合は大きい値を選択できます。
例:PP製品を生産するための金型のペア、1時間あたりの生産能力は 50kg、どのような冷却能力が必要ですか?
q=50×0.48×200×1.35=6480(kcal / h)
金型が必要とする時間ごとに 6480kcal / h 冷却能力については、冷却能力が6480kcal/hを超えるチラーを選択できます。
チラーの実際の選択では、完全なデータを取得することは困難です。私たちの長年の経験によると、 △t=200℃、多くの一般的なプラスチック製品の平均値です。
金型にホットラバーチャネルがある場合は、冷却能力の計算でホットラバーチャネルのエネルギーも考慮する必要があります。
ホットラバーチャンネルの熱の単位は通常です kw、したがって、計算はに変換する必要があります kcal/h。 (1kw = 860kcal / h)
(空冷式チラーは射出成形機に最もよく使用されますが、 学び 空冷式チラーと水冷式チラーの違い。)
2.冷水温度差と冷水流量
金型の冷却媒体(冷水)の温度は、一般的に材料の種類や製品の形状に影響されます。ポリスチレン薄肉ビーカーのように、金型に必要な冷水の温度は通常0℃以下です。
しかし、他のほとんどの場合、金型に必要な冷水温度は5℃を超えることがよくあります。
多くの場合、3〜5°Cの温度差が理想的であり、1〜2°Cが必要な場合もあります。温度差が小さいということは、同じ量の熱を出すには、より高い流量の冷水が必要になることを意味します。
たとえば、5°Cの温度差で、 60L / m 2°Cの温度差で、次の流量が必要です。 150L / m 必要とされている。
3.水質
最高の PH 価値 冷水は 7、PH値が7より大きいと、 腐食 マシンに。
対策を講じない場合は、蒸発器と金型でスケールが生成されます。これらのスケールは絶縁体として機能し、深刻な場合には、エネルギー変換効果を30%削減します。
明らかに、これには水処理の考慮が必要です。

最も効果的な方法は、システムに硬水柔軟剤を設置することです。軟水器は循環水ラインに直接接続できます。
通常の軟水器のコストは高くなく、市場で簡単に見つけることができます。
一部のスケール除去剤は、定期的に循環システムに追加することもできます。
4.冷水の流量と圧力
一般的な射出成形では、0.1〜0.2mpaまでの冷水圧で要件を満たすことができます。
流量とパイプ直径の表:
| パイプ径(In) | 3/8インチ | 1/2インチ | 3/4インチ | 1インチ | 1-1/4インチ | 1-2/1インチ | 2インチ | 3インチ |
| 流量(L) | 12 | 20 | 35 | 60 | 90 | 130 | 230 | 560 |
5.冷水管の断熱
冷水パイプは、冷却能力の深刻な損失を防ぐだけでなく、パイプの外壁での凝縮の形成も防ぐため、断熱する必要があります。
例:冷水温度は10℃、周囲温度は30℃、長さ25m、金属パイプの表面積25m2の熱放射は最大750kcal/hです。
一般的な材料特性の付録表
| 素材 | 射出温度℃ | 金型温度℃ | 比熱容量Kcal/kg°C |
| オン | 160〜310 | 0〜70 | 0.55 |
| ESP | 185〜250 | 0〜60 | 0.35 |
| ナイロン | 230〜300 | 25〜70 | 0.58 |
| パソコン | 280〜320 | 70〜130 | 0.03 |
| PP | 200〜280 | 0〜80 | 0.48 |
| ABS | 180〜260 | 40〜80 | 0.4 |
射出成形アニメーション
射出成形は、産業を支援するための機械の最高の真実です。それは最高のタイプのプラスチック注射器を作るからです。
産業用チラーに関する情報を入手するための非常に優れたコンテンツ。ありがとう
David について質問があります。
金型を冷却した場合にのみ処方が適用されますか?クーラーと同様にオイルを冷却する場合は、計算されます。
よろしく…
こんにちはジェイミー、
実際、この式は、比熱容量がわかっている限り、任意の液体に適用できます。
ではごきげんよう
500トンプラスチック射出成形機用の作動油クーラーを製作したい