
La machine de moulage par injection, également connue sous le nom de machine d'injection de plastique, est largement utilisée pour produire toutes sortes d'outils en plastique.
Refroidisseur de moulage par injection 14/01/2022
Si vous remplissez et refroidissez le moule trop rapidement, la qualité du produit peut être gravement affectée.
Si vous remplissez et refroidissez trop lentement, les coûts de production augmenteront.
La clé ici est de maximiser le débit - un refroidisseur de moulage par injection approprié est essentiel.
1. Comment choisir la taille du refroidisseur de moulage par injection
En fait, on peut considérer un moule comme un échangeur de chaleur, où la chaleur est transférée du plastique fondu au moule, puis transférée à un milieu de refroidissement (eau glacée) qui circule constamment, avec seulement un petit pourcentage entrant dans l'air et le plateau de la machine de moulage par injection.
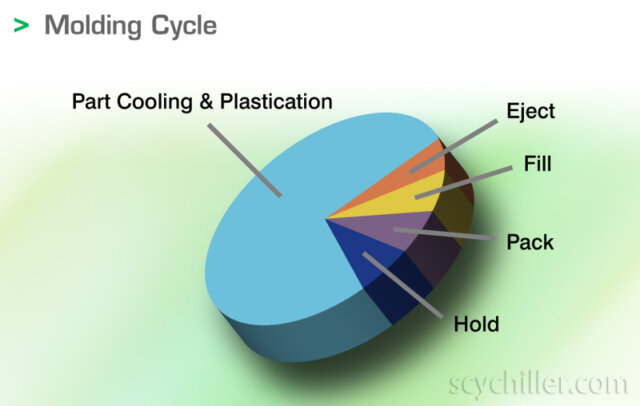
Comme nous le savons tous, une partie importante du cycle de moulage du plastique est consacrée au refroidissement, représentant parfois plus de 80% du cycle de moulage du plastique, il est donc absolument nécessaire de réduire au minimum le temps de refroidissement.
Par exemple, un cycle de moulage de 20 secondes peut être réduit à 16 secondes si l'eau de la tour de refroidissement d'origine est remplacée par de l'eau réfrigérée provenant d'un refroidisseur d'eau.
Bien que l'option d'équiper le refroidisseur soit un coût plus élevé, elle peut augmenter la production de 20%, ce qui peut être très rentable à long terme.
Alors, comment allez-vous choisir une énergie d'eau glacée?
A : Formule simple
une. En général, chaque 6 onces de volume d'injection nécessite un refroidisseur de 1 HP, par exemple :
100T (5.5OZS) × 3 unités
150T (12OZS) × 4 unités
200T (23OZS) × 3 unités
La taille de refroidisseur requise est (5,5 × 3 + 12 × 4 + 23 × 3 )/6=22,25, c'est-à-dire qu'un refroidisseur de 25 HP est nécessaire. Lorsqu'il est utilisé pour le refroidissement d'autres équipements, en fonction du débit spécifique du cycle de l'eau de refroidissement à déterminer.
b. Ou chaque capacité de 50 tonnes de machine de moulage par injection nécessite une capacité de refroidissement de 1 HP (2,5 à 3 kW).
B : La formule avancée
q = w × c × △ t × s
• q est la capacité de refroidissement requise kcal / h.
• w est le poids de la matière plastique en kg / h.
• c est la capacité thermique spécifique de la matière plastique kcal / kg ° C.
• Δt est la différence de température entre la température du matériau de fusion et la température à laquelle le produit est libéré du moule en ° C (voir tableau à la fin).
• s est un facteur de sécurité (prennent généralement 1,35-2,0), lorsqu'une seule machine d'injection correspond, nous pouvons choisir une petite valeur, et lorsqu'un refroidisseur correspond à plusieurs moules, nous pouvons choisir une grande valeur.
Par exemple: une paire de moules pour produire des produits PP, la capacité de production horaire est 50 kg, quelle capacité de refroidissement est nécessaire?
q = 50 × 0,48 × 200 × 1,35 = 6480 (kcal / h)
Chaque heure, les moules ont besoin 6480kcal / h capacité de refroidissement, nous pouvons choisir un refroidisseur avec une capacité de refroidissement supérieure à 6480 kcal / h.
Dans la sélection réelle des refroidisseurs, il est difficile d'obtenir des données complètes. D'après nos nombreuses années d'expérience, △ t = 200 ℃, c'est une valeur moyenne de nombreux produits en plastique courants.
Si le moule a un canal en caoutchouc chaud, l'énergie du canal en caoutchouc chaud doit également être prise en compte dans le calcul de la capacité de refroidissement.
L'unité de chaleur du canal en caoutchouc chaud est généralement kW, donc le calcul doit être converti en kcal/h. (1kw = 860kcal/h)
(Les refroidisseurs à air sont les plus utilisés pour les machines de moulage par injection, apprendre la différence entre un refroidisseur à air et un refroidisseur à eau.)
2. Différence de température de l'eau glacée et débit d'eau glacée
La température du fluide de refroidissement (eau glacée) pour les moules est généralement influencée par le type de matériau et la forme du produit. Comme les béchers à parois minces en polystyrène, la température de l'eau glacée nécessaire pour les moules est généralement inférieure à 0 ℃.
Mais dans la plupart des autres cas, la température de l'eau glacée requise par le moule est souvent supérieure à 5 ℃.
Dans de nombreux cas, une différence de température de 3 à 5 ° C est idéale et parfois 1 à 2 ° C est nécessaire. Plus la différence de température est petite, cela signifie que pour évacuer la même quantité de chaleur, il faudra un débit d'eau glacée plus élevé.
Par exemple, à une différence de température de 5 ° C, un débit de 60 L / m est nécessaire, tandis qu'à une différence de température de 2 ° C, un débit de 150 L / m est requis.
3. Qualité de l'eau
Le meilleur pH valeur pour l'eau glacée doit être sept, Une valeur de PH supérieure à 7 entraînera corrosion à la machine.
Si aucune mesure n'est prise, le tartre sera produit dans l'évaporateur et le moule. Ces balances agiront comme un isolant et, dans les cas graves, réduiront son effet de conversion d'énergie de 30%.
Évidemment, cela nécessite la prise en compte du traitement de l'eau.

La méthode la plus efficace consiste à installer un adoucisseur d'eau dure dans le système, l'adoucisseur peut être directement connecté à la conduite d'eau en circulation.
Le coût d'un adoucisseur d'eau normal n'est pas cher, vous pouvez le trouver facilement sur le marché.
Certains agents détartrants peuvent également être ajoutés régulièrement au système de circulation.
4. Débit et pression de l'eau glacée
Pour les moulages par injection généraux, une pression d'eau glacée allant jusqu'à 0,1 ~ 0,2mpa peut répondre aux exigences.
Tableau de débit et de diamètre de tuyau:
| Diamètre du tuyau (dans) | 3/8 " | 1/2 ″ | 3/4 " | 1" | 1-1 / 4 " | 1-2 / 1 " | 2 pouces | 3 pouces |
| Débit (L) | 12 | 20 | 35 | 60 | 90 | 130 | 230 | 560 |
5. Isolation des conduites d'eau glacée
Les tuyaux d'eau glacée doivent être isolés, car l'isolation des tuyaux arrête non seulement la perte importante de capacité de refroidissement, mais arrête également la formation de condensation sur la paroi extérieure du tuyau.
Par exemple: la température de l'eau glacée est de 10 ℃, la température ambiante est de 30 ℃, le rayonnement thermique d'un tuyau métallique de 25 m de long et de 25 m2 peut atteindre 750 kcal / h.
Tableau annexe des propriétés communes des matériaux
| Matériel | Température d'injection ℃ | Température du moule ℃ | Capacité thermique spécifique Kcal / kg ° C |
| SUR | 160 ~ 310 | 0~ 70 | 00,55 |
| ESP | 185 ~ 250 | 0~ 60 | 00,35 |
| Nylon | 230 ~ 300 | 25 ~ 70 | 0.58 |
| PC | 280 ~ 320 | 70 ~ 130 | 00,03 |
| polypropylène | 200 ~ 280 | 0~ 80 | 00,48 |
| abdos | 180 ~ 260 | 40 ~ 80 | 0.4 |
Animation de moulage par injection
Le moulage par injection est la meilleure vérité de machine pour aider les industries. Parce qu'il fait le meilleur type de seringues en plastique.
très bon contenu pour obtenir des informations sur les refroidisseurs industriels. Merci
Et David, j'ai une question.
La formule ne s'applique-t-elle que si je refroidis le moule ? Dans le cas où il refroidit l'huile ainsi que le refroidisseur le calculerait.
Salutations…
Salut Jamie,
En fait, cette formule peut être appliquée à n'importe quel liquide, tant que sa capacité thermique spécifique est connue.
salutations
Je souhaite fabriquer un refroidisseur d'huile hydraulique pour une machine d'injection plastique de 500 tonnes