
Injection Molding Machine, also known as Plastic Injection Machine, is widely used to produce all kinds of plastic tools.
Injection Molding Chiller is very important to a plastic injection machine. Increasing the productivity of your injection molding machine can be a tricky issue.
If you fill and cool the mold too quickly, the quality of the product can be severely affected.
If you fill and cool too slowly, production costs will increase.
The key here is maximizing throughput – an appropriate injection molding chiller is vital.
1. How to Choose the Injection Molding Chiller Size
In fact, we can regard a mold as a heat exchanger, where heat is transferred from the molten plastic to the mold, then transferred to a cooling medium (chilled water) that is constantly circulating, with only a small percentage entering the air and the platen of the injection molding machine.
As we all know, a significant portion of the plastic molding cycle is devoted to cooling, sometimes accounting for more than 80% of the plastic molding cycle, so it is absolutely necessary to keep the cooling time to a minimum.
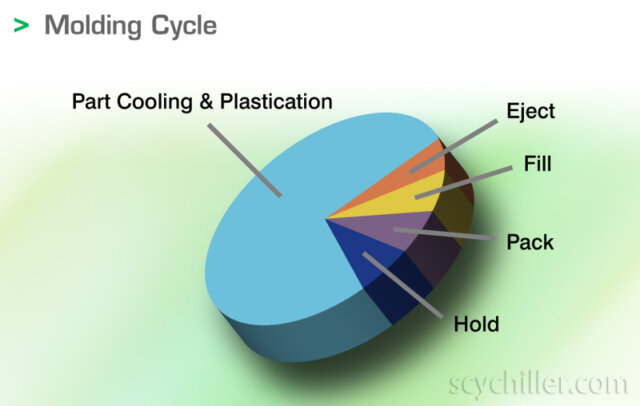
For example, a molding cycle of 20 seconds can be reduced to 16 seconds if the water from the original cooling tower is replaced by chilled water from a water chiller.
Although the option of equipping the chiller is a higher cost, it can increase production by 20%, which can be very profitable in the long run.
So, how do you go about choosing an ice water energy?
A: Simple formula
a. In general, every 6 ounces of injection volume requires a 1HP chiller, for example:
100T (5.5OZS) × 3 units
150T (12OZS) × 4 units
200T (23OZS) × 3 units
The required chiller size is (5.5 × 3 + 12 × 4 + 23 × 3 )/6=22.25, that is, 25HP chiller is needed. When used for the cooling of other equipment, depending on the specific flow of the cooling water cycle to determine.
b. Or every 50 Ton capacity of injection molding machine requires 1HP cooling capacity(2.5-3kw).
B: The advanced formula
q=w × c × △ t × s
• q is the required cooling capacity kcal/h.
• w is the weight of the plastic material in kg/h.
• c is the specific heat capacity of the plastic material kcal/kg°C.
• Δt is the temperature difference between the melt material temperature and the temperature at which the product is released from the mold in °C (see table at the end).
• s is a safety factor (generally take 1.35-2.0), when a single injection machine matching, we can choose a small value, and when a chiller matches with multiple molds, we can choose a large value.
For example: a pair of molds to produce PP products, the hourly production capacity is 50kg, what cooling capacity is needed?
q = 50 × 0.48 × 200 × 1.35 = 6480 (kcal/h)
Every hour the molds need 6480kcal/h cooling capacity, we can choose a chiller with cooling capacity bigger than 6480kcal/h.
In the actual selection of chillers, it is difficult to obtain complete data. According to our many years of experience, △ t = 200 ℃, it is an average value of many common plastic products.
If the mold has hot rubber channel, hot rubber channel energy should also be considered in the calculation of cooling capacity.
The unit of hot rubber channel heat is usually kw, so the calculation should be converted into kcal / h. (1kw = 860kcal / h)
(Air-cooled chillers are most used for injection molding machine, learn the difference between air-cooled and water-cooled chiller.)
2. Chilled Water Temperature Difference and The Chilled Water Flow Rate
The temperature of the cooling medium(chilled water) for molds is generally influenced by the material type and the shape of the product. Such as polystyrene thin-walled beakers, the temperature of the chilled water required for molds is usually below 0℃.
But in most other cases, the chilled water temperature required by the mold is often above 5 ℃.
In many cases, a temperature difference of 3-5°C is ideal, and sometimes 1-2°C is needed. The smaller the temperature difference means that bringing the same amount of heat out will require a higher flow rate of chilled water.
For example, at a temperature difference of 5°C, a flow rate of 60L/m is required, while at a temperature difference of 2°C, a flow rate of 150L/m is required.
3. Water Quality
The best PH value for chilled water should be 7, PH value bigger than 7 will cause corrosion to the machine.
If no measures are taken, the scale will be produced in the evaporator and mold. These scales will act as an insulator and, in severe cases, reduce its energy conversion effect up by 30%.
Obviously, this requires consideration of water treatment.

The most effective method is to install a hard water softener in the system, the softener can be directly connected to the circulating water line.
The cost of a normal water softener is not expensive, you can find it easily in the market.
Some descaling agents can also be added to the circulating system on a regular basis.
4. Flow Rate and Pressure of Chilled Water
For general injection moldings, chilled water pressure up to 0.1 ~ 0.2mpa can meet the requirements.
Flow rate and pipe diameter table:
| Pipe Dia(In) | 3/8″ | 1/2″ | 3/4″ | 1″ | 1-1/4″ | 1-2/1″ | 2″ | 3″ |
| Flow Rate(L) | 12 | 20 | 35 | 60 | 90 | 130 | 230 | 560 |
5. Insulation of Chilled Water Pipes
Chilled water pipes must be insulated, because pipe insulation not only stops the severe loss of cooling capacity but also stops the formation of condensation on the outer wall of the pipe.
For example: the chilled water temperature is 10 ℃, the ambient temperature is 30 ℃, the thermal radiation of a 25m long, surface area of 25m2 metal pipe is up to 750 kcal / h.
Annexed Table of Common Material Properties
| Material | Injection temperature℃ | Mold temperature℃ | Specific heat capacity Kcal/kg°C |
| PE | 160~310 | 0~70 | 0.55 |
| ESP | 185~250 | 0~60 | 0.35 |
| Nylon | 230~300 | 25~70 | 0.58 |
| PC | 280~320 | 70~130 | 0.03 |
| PP | 200~280 | 0~80 | 0.48 |
| ABS | 180~260 | 40~80 | 0.4 |
Injection Molding Animation
Injection molding is the best verity of machine to help the industries. Because it make the best type of plastic syringes.
very good content for get information about industrial chiller. thanks
Que tal David tengo una duda.
¿La formula solo aplica si enfrío el molde? En caso de que enfríe también el aceite como calcularía el enfriador.
Saludos…
Hola Jaime,
En realidad, esta fórmula puede aplicarse a cualquier líquido, siempre que se conozca su capacidad calorífica específica.
Un saludo
أرغب فى تصنيع مبرد زيت هيدروليك لماكينة حقن بلاستيك ٥٠٠ طن