
A máquina de moldagem por injeção, também conhecida como máquina de injeção de plástico, é amplamente utilizada para produzir todos os tipos de ferramentas de plástico.
Chiller de moldagem por injeção é muito importante para uma máquina de injeção de plástico. Aumentar a produtividade de sua máquina de moldagem por injeção pode ser uma questão complicada.
Se você preencher e resfriar o molde muito rapidamente, a qualidade do produto pode ser seriamente afetada.
Se você encher e resfriar muito lentamente, os custos de produção aumentarão.
A chave aqui é maximizar a produção - um resfriador de moldagem por injeção apropriado é vital.
1. Como escolher o tamanho do resfriador de moldagem por injeção
Na verdade, podemos considerar um molde como um trocador de calor, onde o calor é transferido do plástico fundido para o molde, então transferido para um meio de resfriamento (água gelada) que está constantemente circulando, com apenas uma pequena porcentagem entrando no ar e no prensa da máquina de moldagem por injeção.
Como todos sabemos, uma parte significativa do ciclo de moldagem de plástico é dedicada ao resfriamento, às vezes respondendo por mais de 80% do ciclo de moldagem de plástico, por isso é absolutamente necessário manter o tempo de resfriamento ao mínimo.
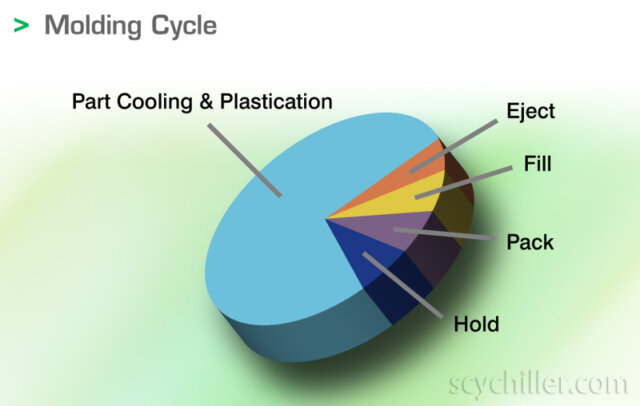
Por exemplo, um ciclo de moldagem de 20 segundos pode ser reduzido para 16 segundos se a água da torre de resfriamento original for substituída por água gelada de um resfriador de água.
Embora a opção de equipar o chiller tenha um custo mais alto, ela pode aumentar a produção em 20%, o que pode ser muito lucrativo no longo prazo.
Então, como escolher uma energia de água gelada?
R: Fórmula simples
uma. Em geral, cada 6 onças de volume de injeção requer um resfriador de 1HP, por exemplo:
100T (5,5OZS) × 3 unidades
150T (12OZS) × 4 unidades
200T (23OZS) × 3 unidades
O tamanho do resfriador necessário é (5,5 × 3 + 12 × 4 + 23 × 3) /6=22,25, ou seja, é necessário um resfriador de 25 HP. Quando usado para o resfriamento de outro equipamento, dependendo da vazão específica do ciclo da água de resfriamento a determinar.
b. Ou cada capacidade de 50 toneladas da máquina de moldagem por injeção requer capacidade de resfriamento de 1HP (2,5-3kw).
B: A fórmula avançada
q = w × c × △ t × s
• q é a capacidade de resfriamento necessária kcal / h.
• W é o peso do material plástico em kg / h.
• c é a capacidade térmica específica do material plástico kcal / kg ° C.
• Δt é a diferença de temperatura entre a temperatura do material derretido e a temperatura na qual o produto é lançado do molde em ° C (ver tabela no final).
• s é um factor de segurança (geralmente leva 1,35-2,0), quando uma única máquina de injeção é compatível, podemos escolher um valor pequeno, e quando um chiller combina com vários moldes, podemos escolher um valor grande.
Por exemplo: um par de moldes para produzir produtos PP, a capacidade de produção por hora é 50kg, que capacidade de refrigeração é necessária?
q = 50 × 0,48 × 200 × 1,35 = 6480 (kcal / h)
A cada hora os moldes precisam 6480kcal / h capacidade de refrigeração, podemos escolher um chiller com capacidade de refrigeração maior que 6480kcal / h.
Na seleção real de chillers, é difícil obter dados completos. De acordo com nossos muitos anos de experiência, △ t = 200 ℃, é um valor médio de muitos produtos de plástico comuns.
Se o molde tiver canal de borracha quente, a energia do canal de borracha quente também deve ser considerada no cálculo da capacidade de resfriamento.
A unidade de calor do canal de borracha quente é geralmente kw, então o cálculo deve ser convertido em kcal/h. (1kw = 860kcal/h)
(Chillers refrigerados a ar são mais usados para máquinas de moldagem por injeção, aprender a diferença entre chiller resfriado a ar e resfriado a água.)
2. Diferença de temperatura da água resfriada e a taxa de fluxo de água resfriada
A temperatura do meio de resfriamento (água gelada) para moldes é geralmente influenciada pelo tipo de material e pela forma do produto. Como copos de poliestireno com paredes finas, a temperatura da água resfriada necessária para moldes é geralmente abaixo de 0 ℃.
Mas, na maioria dos outros casos, a temperatura da água gelada exigida pelo molde costuma estar acima de 5 ℃.
Em muitos casos, uma diferença de temperatura de 3-5 ° C é o ideal e, às vezes, 1-2 ° C é necessário. Quanto menor for a diferença de temperatura, significa que trazer a mesma quantidade de calor para fora exigirá uma taxa de fluxo maior de água gelada.
Por exemplo, a uma diferença de temperatura de 5 ° C, uma taxa de fluxo de 60L / m é necessária, enquanto a uma diferença de temperatura de 2 ° C, uma taxa de fluxo de 150L / m É necessário.
3. Qualidade da água
Ao melhor pH valor para água gelada deve ser 7, O valor de PH maior que 7 causará corrosão para a máquina.
Se nenhuma medida for tomada, a escala será produzida no evaporador e molde. Essas escalas atuam como isolantes e, em casos severos, reduzem seu efeito de conversão de energia em 30%.
Obviamente, isso requer consideração do tratamento da água.

O método mais eficaz é instalar um amaciante duro de água no sistema; o amaciante pode ser conectado diretamente à linha de água circulante.
O custo de um descalcificador normal não é caro, você pode encontrá-lo facilmente no mercado.
Alguns agentes descalcificantes também podem ser adicionados ao sistema de circulação regularmente.
4. Taxa de fluxo e pressão da água gelada
Para moldagens por injeção gerais, a pressão da água gelada de até 0,1 ~ 0,2 mpa pode atender aos requisitos.
Tabela de vazão e diâmetro do tubo:
| Diâmetro do tubo (dentro) | 3/8 ″ | 1/2 ″ | 3/4 ″ | 1 ″ | 1-1 / 4 ″ | 1-2 / 1 ″ | 2 ″ | 3 ″ |
| Taxa de fluxo (L) | 12 | 20 | 35 | 60 | 90 | 130 | 230 | 560 |
5. Isolamento de tubos de água gelada
Os tubos de água gelada devem ser isolados, porque o isolamento dos tubos não apenas impede a perda severa da capacidade de resfriamento, mas também impede a formação de condensação na parede externa do tubo.
Por exemplo: a temperatura da água gelada é de 10 ℃, a temperatura ambiente é de 30 ℃, a radiação térmica de 25 m de comprimento, área de superfície de tubo de metal de 25m2 é de até 750 kcal / h.
Tabela anexada de propriedades comuns de materiais
| Material | Temperatura de injeção ℃ | Temperatura do molde ℃ | Capacidade de calor específico Kcal / kg ° C |
| EM | 160 ~ 310 | 0~ 70 | 00,55 |
| ESP | 185 ~ 250 | 0~ 60 | 00,35 |
| Nylon | 230 ~ 300 | 25 ~ 70 | 00,58 |
| PC | 280 ~ 320 | 70 ~ 130 | 0, 03 |
| PP | 200 ~ 280 | 0~ 80 | 048 |
| abdômen | 180 ~ 260 | 40 ~ 80 | 0.4 |
Animação de moldagem por injeção
A moldagem por injeção é a melhor máquina para ajudar as indústrias. Porque faz o melhor tipo de seringas plásticas.
conteúdo muito bom para obter informações sobre chiller industrial. obrigado
Que tal David, eu tenho uma pergunta.
A fórmula só se aplica se eu resfriar o molde? Caso esfrie o óleo tão bem quanto o cooler calcularia.
Cumprimentos…
Olá Jamie,
Na verdade, esta fórmula pode ser aplicada a qualquer líquido, desde que se conheça o seu calor específico.
Uma saudação
Gostaria de fabricar um resfriador de óleo hidráulico para uma máquina injetora de plástico de 500 ton