
Na fabricação de PCB, o controle de temperatura afeta diretamente a qualidade do produto, a estabilidade do processo e a eficiência da produção. Ao contrário das aplicações gerais de resfriamento industrial, a produção de PCB envolve vários processos sensíveis ao calor executados simultaneamente, incluindo perfuração CNC, galvanoplastia, gravação, laminação, exposição e inspeção AOI. Cada processo possui diferentes características térmicas, flutuações de carga e requisitos de estabilidade de temperatura.
O desafio do gerenciamento térmico na fabricação de PCB é caracterizado por acoplamento térmico multiponto, onde equipamentos de processo adjacentes podem influenciar mutuamente o ambiente térmico um do outro. Essa interação térmica espacial requer um projeto cuidadoso no nível do sistema, em vez de soluções de resfriamento isoladas no nível do equipamento.
Por esta razão, os sistemas de refrigeração de PCB não são projetados simplesmente para remover calor. O seu verdadeiro objectivo é manter um ambiente térmico estável durante todo o processo de produção, compensando tanto cargas térmicas em estado estacionário e distúrbios térmicos transitórios.
Na fabricação moderna de PCB de alta densidade e HDI, mesmo pequenas flutuações de temperatura podem resultar em desvio dimensional (normalmente tolerância de ± 0,02 mm para placas HDI), deposição irregular de cobre, problemas de integridade de sinal ou erros de alinhamento multicamadas. À medida que a densidade da placa e a frequência do sinal continuam a aumentar, os sistemas de refrigeração estão se tornando parte da própria engenharia do processo, em vez de equipamentos auxiliares da fábrica.
Características térmicas dos processos de fabricação de PCB

Diferentes estágios de produção de PCB geram calor de maneiras diferentes. Compreender esses comportamentos térmicos – incluindo mecanismos de geração de calor, constantes de tempo térmico e faixas de temperatura permitidas – é a base para selecionar a solução de resfriamento correta.
| Processo PCB | Fonte Principal de Calor | Objetivo de resfriamento | Carga térmica típica | Sensibilidade à temperatura | Variação Permitida |
|---|---|---|---|---|---|
| Perfuração CNC | Fricção do fuso, interface bit-substrato | Reduza a expansão térmica | 1,5–4,0 kW por fuso | Muito alto | ±0,5°C |
| Galvanoplastia | Resistência faradaica, aquecimento joule | Estabilizar a espessura do revestimento | 8–25 kW por tanque (dependendo do tamanho do tanque) | Extremamente alto | ±0,2–0,5°C |
| Gravura | Reações químicas exotérmicas, impacto de pulverização | Manter a consistência da reação | 3–12 kW por seção de linha | Alto | ±1,0°C |
| Laminação | Pressione placas, cure exotérmica | Evite o empenamento da placa, controle o perfil de cura | 15–50 kW por prensa | Alto | ±2,0°C (uniformidade da zona) |
| Perfuração a Laser (CO₂/UV) | Fonte de laser calor residual, material removido | Proteja a óptica, evite a reformulação da resina | 2–8 kW por unidade de laser | Muito alto | ±0,3°C |
| AOI/Inspeção | Sistemas de iluminação, câmeras, processadores | Mantenha a estabilidade do caminho óptico | 00,5–2,0 kW por sistema | Médio | ±2,0°C |
Dinâmica Térmica em Perfuração Mecânica
Em processos de perfuração mecânica, as velocidades do fuso geralmente excedem 100.000 RPM (normalmente 120.000–200.000 RPM para microperfuração). O atrito entre as brocas e os substratos da PCB gera calor localizado na interface da broca. A densidade do fluxo de calor pode atingir 10–50 W/mm² durante ciclos de perfuração agressivos.
Esta entrada térmica localizada cria dois problemas principais:
- Estresse termomecânico: A expansão térmica diferencial entre a broca (normalmente carboneto de tungstênio com α ≈ 4,9×10⁻⁶/°C) e o substrato PCB (FR-4 com α ≈ 12–18×10⁻⁶/°C) causa microfraturas na parede do furo.
- Esfregaço de resina**: Temperaturas elevadas (normalmente >150°C na ponta da broca) amolecem e refluem a resina epóxi, que então espalha-se pelo cilindro e pela parede do furo, comprometendo a integridade da parede do cilindro.
Isto se torna especialmente crítico em placas HDI onde as tolerâncias de microvia são normalmente ±0,020mm (20μm), exigindo estabilidade de temperatura abaixo de 0,5°C na zona de perfuração.
Eletroquímica Térmica em Chapeamento e Gravura

Nas linhas de galvanoplastia e gravação, o comportamento térmico é mais determinado quimicamente. A temperatura influencia diretamente:
- Densidade atual de troca: De acordo com a equação de Butler-Volmer, a cinética da reação é exponencialmente dependente da temperatura (normalmente 2–3% por aumento de °C para deposição de cobre)
- Condutividade eletrolítica: A condutividade iônica aumenta aproximadamente 2% por aumento de °C
- Coeficiente de difusão: As taxas de transporte de massa aumentam com a temperatura, afetando o poder de lançamento e a uniformidade
Temperaturas excessivamente altas podem melhorar temporariamente a velocidade da reação, mas muitas vezes reduzem a consistência do revestimento e a estabilidade do processo. Para revestimento de cobre ácido, a faixa de temperatura ideal é normalmente 22–28°C, com sensibilidade à taxa de deposição de aproximadamente ±0,05 μm/min por desvio °C.
Desafios termomecânicos na laminação
A laminação introduz outro tipo de desafio térmico relacionado ao temperatura de transição vítrea (Tg) do material laminado. Durante a pressão:
- O laminado é aquecido acima de sua Tg (normalmente 130–180°C para materiais de alta Tg)
- O fluxo de resina e a cura no estágio B ocorrem dentro de uma janela estreita de temperatura
- O resfriamento irregular após a prensagem cria gradientes térmicos em toda a espessura
A tensão térmica residual do resfriamento não uniforme (normalmente uma diferença de temperatura de 5 a 15 °C no painel) pode criar valores de curvatura e torção superiores a 0,5%, levando a problemas de registro posteriores em processos de perfuração e geração de imagens.
Termodinâmica do sistema de resfriamento de circuito fechado
A maioria das fábricas modernas de PCBs usam chillers industriais de circuito fechado porque fornecem controle térmico estável e isolado. Compreender o ciclo de refrigeração por compressão de vapor é essencial para a especificação adequada do sistema.
COP = Qevaporar / Ccomparação =h1 –h4 /h2 –h1Para chillers PCB típicos, o COP varia de 3,0 a 6,5 dependendo das condições de operação.
Análise do Ciclo de Compressão de Vapor
Em um ciclo de refrigeração por compressão de vapor padrão usado em chillers PCB:
- Compressão (1→2): O vapor refrigerante de baixa pressão é comprimido a alta pressão. Para sistemas R-410A, isso normalmente aumenta a pressão de ~9 bar (vapor saturado a 0°C) para ~26 bar (vapor saturado a 45°C).
- Condensação (2→3): O vapor de alta pressão e alta temperatura libera calor e condensa. O subresfriamento normalmente mantido é de 3–8°C para garantir que nenhum vapor entre no dispositivo de expansão.
- Expansão (3→4): O refrigerante líquido passa por um dispositivo de estrangulamento (válvula de expansão termostática ou válvula de expansão eletrônica), caindo para baixa pressão.
- Evaporação (4→1): A mistura líquido-vapor de baixa pressão absorve o calor da água do processo, evaporando em vapor saturado.
| Refrigerante | GWP | Pressão operacional típica (bar) | Capacidade de resfriamento volumétrico |
| R-410A | 2088 | 9–26 (evaporação/cond) | Alto (preferido para sistemas de médio a grande porte) |
| R-134a | 1430 | 3–12 | Moderado (sistemas menores) |
| R-513A | 573 | 4–14 | Moderado (alternativa de menor GWP) |
| R-1234ze | 1 | 4–13 | Inferior (futura opção de baixo GWP) |
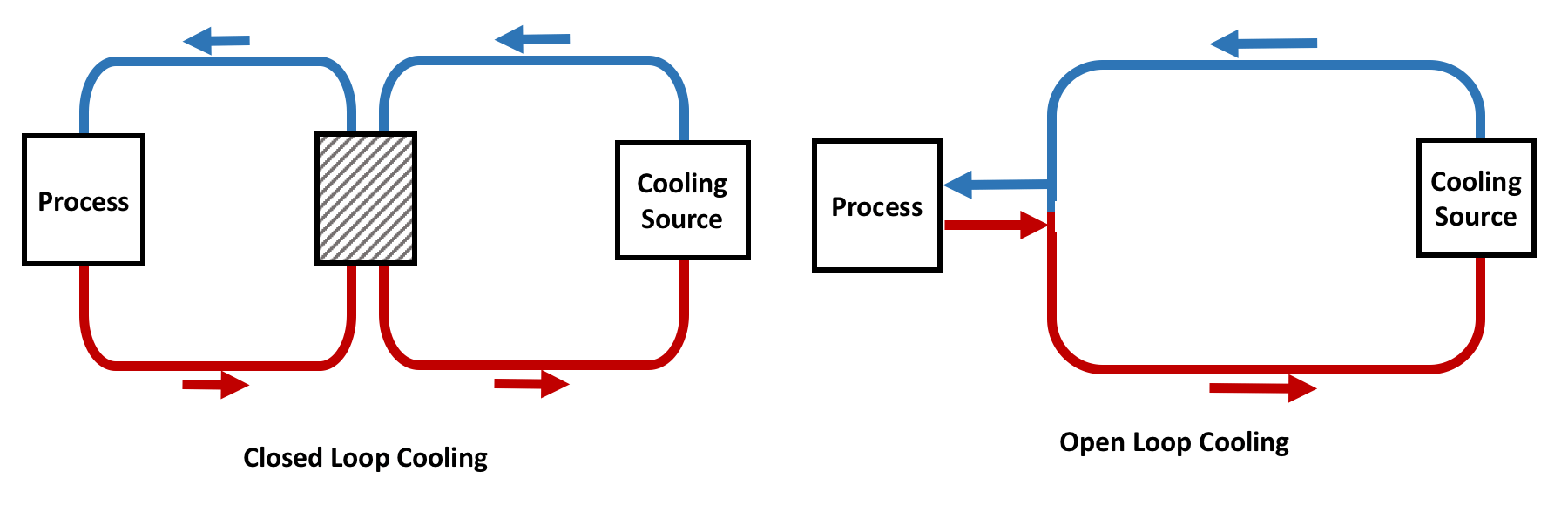
Vantagens do sistema de circuito fechado
Em um sistema em malha fechada:
- A água do processo circula independentemente do ambiente externo, evitando a contaminação por partículas e microorganismos transportados pelo ar
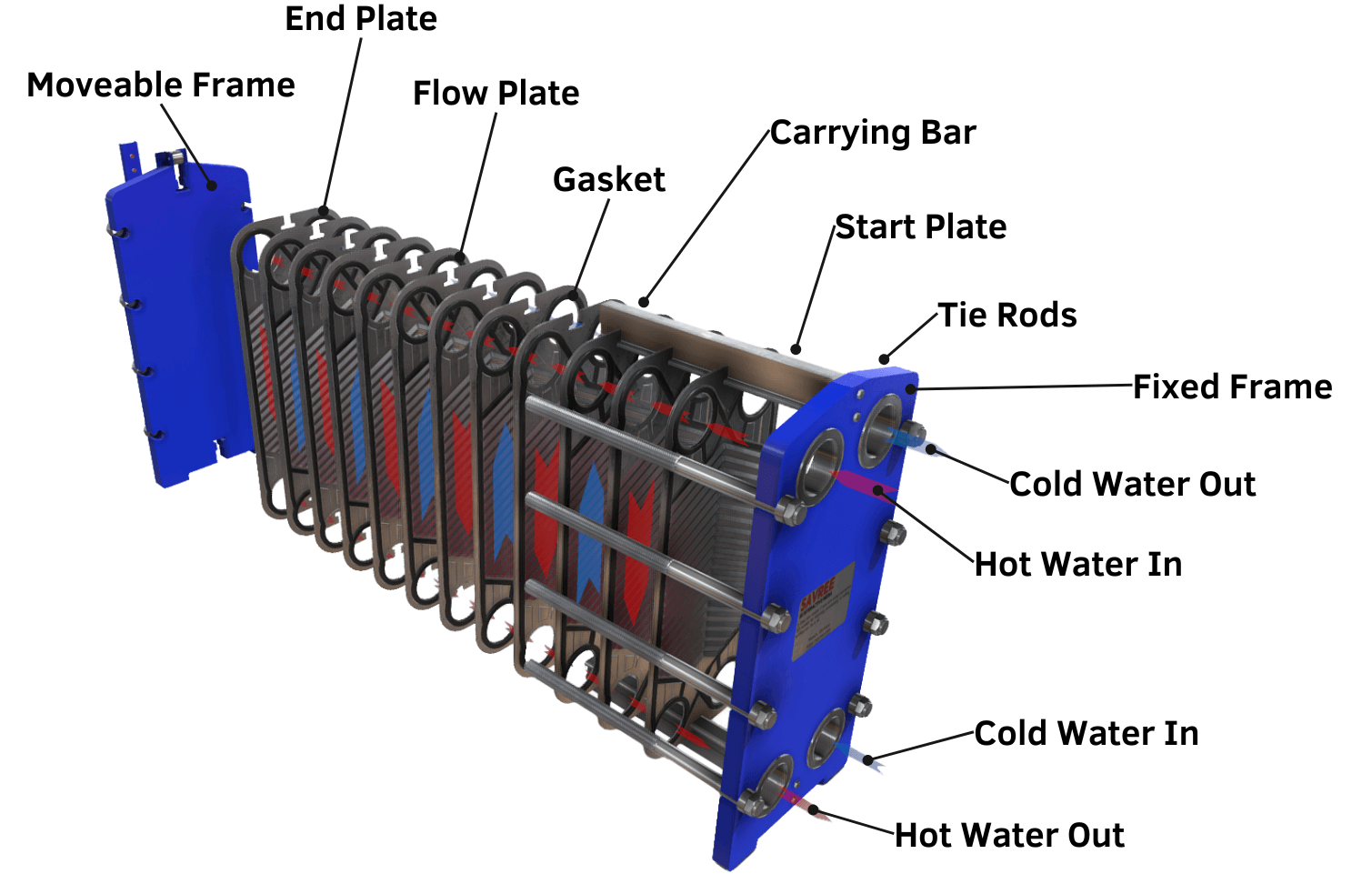
- A troca de calor ocorre através de trocadores de calor de placas com eficácia típica de 85–95%
- O risco de contaminação da água é reduzido através da filtração e tratamento da água
- O controle de temperatura torna-se mais previsível devido ao fluxo constante de massa de água e às propriedades térmicas conhecidas
- O design de circuito fechado permite um controle preciso da qualidade da água (normalmente mantida em resistividade >1 MΩ·cm para aplicações de precisão)
Comparados aos sistemas de resfriamento abertos, os projetos de circuito fechado fornecem:
- Melhor estabilidade de temperatura (normalmente ±0,1–0,5°C vs. ±1,0–3,0°C para sistemas abertos)
- Menor frequência de manutenção (sem dimensionamento da torre de deriva, crescimento de algas)
- Redução de incrustações e contaminação em trocadores de calor de processo
- Maior vida útil do equipamento devido à química controlada da água
Componentes principais de um sistema de resfriamento de PCB
Compressor: Controle Dinâmico da Capacidade de Resfriamento
O compressor é a principal fonte de energia do sistema de refrigeração, normalmente consumindo 25–40% da potência total do chiller.

| Tipo de compressor | Faixa de capacidade | Eficiência em carga parcial | Nível de ruído | Melhor Aplicação |
| Rolar (velocidade fixa) | 5–50 kW | Ruim com <50% de carga | Baixo | Carga constante, sistemas pequenos |
| Rolar (inversor) | 5–70 kW | Excelente (20–100% da capacidade) | Moderado | Cargas variáveis, a maioria dos chillers PCB |
| Parafuso (velocidade fixa) | 50–300 kW | Moderado | Alto | Grandes sistemas de carga constante |
| Parafuso (Inversor/VFD) | 50–500 kW | Excelente | Alto | Grandes sistemas de carga variável |
| Centrífuga | >300 kW | Bom | Moderado | Plantas centrais muito grandes |
Em aplicações modernas de PCB, compressores inversores (acionamento de frequência variável) são amplamente utilizados porque as cargas de produção mudam constantemente. As máquinas iniciam e param frequentemente, as cargas de banhos químicos flutuam e os sistemas de perfuração operam de forma intermitente com ciclos de trabalho normalmente variando de 30–80%.
Os compressores de frequência variável permitem que o sistema de refrigeração:
- Reduza o excesso de temperatura (normalmente 00,5°C vs. 2–3°C para controle liga/desliga)
- Melhorar a eficiência energética (normalmente 20–35% de economia de energia em condições de carga parcial)
- Manter a temperatura estável da água de saída (normalmente ±0,1–0,3°C estabilidade)
- Menor estresse do ciclo do compressor (redução da frequência de partida em 60–80%)
Os sistemas tradicionais de velocidade fixa com ciclo liga/desliga enfrentam cargas flutuantes de produção de PCB, causando:
- Oscilações de temperatura com amplitude de 2–5°C
- Correntes de partida do motor do compressor 5–7× corrente nominal
- Aumento do desgaste mecânico (redução típica da vida útil do rolamento de 30 a 50%)
Evaporador: Estabilidade de troca de calor
O evaporador transfere calor da água do processo para o refrigerante. A taxa de transferência de calor é governada por:
Q = U × A × LMTDOnde:
• Q = Taxa de transferência de calor (kW)
• U = Coeficiente geral de transferência de calor (kW/m²·K)
• A = Área de superfície de transferência de calor (m²)
• LMTD = diferença média logarítmica de temperatura (°C)
Em sistemas de resfriamento de PCB, evaporadores de placas soldadas são comumente usados porque fornecem:
- Alta eficiência de transferência de calor (valores U de 3–6 kW/m²·K para evaporadores R-410A)
- Design compacto (normalmente 00,1–0,3 m² por kW de capacidade)
- Resposta térmica rápida (constante de tempo térmico normalmente 30–60 segundos)
- Distribuição de fluxo estável quando projetada corretamente
Contudo, a qualidade do projeto do evaporador afeta significativamente a estabilidade do sistema:
| Fator de projeto do evaporador | Impacto no resfriamento de PCB | Especificação de Engenharia |
|---|---|---|
| Distribuição de fluxo desigual | Flutuação de temperatura local (variação de ±0,5–2,0°C) | Taxa de queda de pressão porta a porta: 1,0–1,3 |
| Projeto de turbulência ruim | Menor eficiência de transferência de calor (redução de 10–30%) | Número de Reynolds: Re > 4000 (turbulento) |
| Queda de alta pressão | Estabilidade do sistema reduzida, maior potência de bombeamento | Típico: 30–100 kPa por passagem |
| Resposta térmica lenta | Atraso na temperatura do processo (atraso adicional de 5 a 15 segundos) | Minimize o volume de líquido (<0,5 L por 10 kW) |
Para a fabricação de PCB de precisão, é fundamental manter a transferência térmica uniforme em todos os canais. Isso requer:
- Design de cabeçalho adequado com bicos de fluxo ou distribuidores
- Configuração de contrafluxo para maximizar LMTD
- Manutenção de subresfriamento de 3–5°C na saída do evaporador
- Controle de superaquecimento de 5–8°C na sucção do compressor
Sistema de Bomba: Dinâmica de Fluxo Crítica

Na fabricação de PCBs, o fluxo estável é quase tão importante quanto a temperatura estável. O coeficiente de transferência de calor em equipamentos de processo depende fortemente da vazão:
h = Nu × k / D = C × Reeu × Prn × k / DPara fluxo turbulento de água: h ∝ Re00,8 (aproximadamente)
Isso significa que uma mudança de fluxo de 10% pode afetar a transferência de calor em aproximadamente 8%
Mesmo que a temperatura da água de saída permaneça constante, o fluxo instável pode alterar os coeficientes locais de transferência de calor dentro do equipamento, levando à oscilação térmica no nível do processo. Isto é particularmente problemático em:
- Tanques de galvanoplastia: A não uniformidade do fluxo causa variação na densidade de corrente, afetando diretamente a uniformidade da espessura do cobre (normalmente variação de ±5–15% do alvo)
- Canais de resfriamento a laser: Variações de fluxo causam pontos quentes locais que podem danificar ópticas de laser caras
- Jaquetas de resfriamento do eixo: O fluxo instável leva a gradientes de temperatura no porta-ferramenta, afetando a precisão da perfuração
Portanto, os chillers PCB modernos geralmente usam:
- Unidades de frequência variável (VFD) em bombas de circulação primária: Economia de energia de 30 a 50% em carga parcial
- Controle de pressão constante: Mantém a pressão do ponto de ajuste na entrada do equipamento, independentemente das flutuações de carga
- Sistemas de monitoramento de fluxo: Medidores de vazão magnéticos ou ultrassônicos com precisão de ±1%
- Balanceamento hidráulico multizona: Válvulas de controle independentes de pressão para cada zona de processo
| Inscrição | Taxa de fluxo típica | Pressão necessária | Estabilidade da temperatura |
| Fuso CNC pequeno (único) | 3–6 L/min | 2–4 compassos | ±0,5°C |
| Fuso CNC grande | 10–20 L/min | 3–5 barras | ±0,3°C |
| Tanque de galvanoplastia (pequeno) | 50–150 L/min | 1–3 barras | ±0,2°C |
| Tanque de galvanoplastia (grande) | 200–500 L/min | 2–4 compassos | ±0,1°C |
| Sistema laser | 5–15 L/min | 4–6 compassos | ±0,2°C |
Chillers resfriados a água versus resfriados a ar para fábricas de PCB
A seleção entre chillers resfriados a água e resfriados a ar depende muito da escala da fábrica, do cronograma operacional, dos requisitos de estabilidade da carga térmica e da infraestrutura de serviços públicos disponível.

Comparação Termodinâmica
A diferença fundamental está no meio de rejeição de calor. Os sistemas refrigerados a ar rejeitam o calor para o ar ambiente (capacidade térmica específica: 1,005 kJ/kg·K), enquanto os sistemas resfriados a água rejeitam o calor para a água da torre de resfriamento (capacidade térmica específica: 4,186 kJ/kg·K), aproximadamente 4× mais eficiente transferência de calor.
| Item | Chiller resfriado a água | Chiller Resfriado a Ar |
|---|---|---|
| Estabilidade de resfriamento (saída ΔT) | ±0,1–0,3°C (excelente) | ±0,5–1,5°C (moderado) |
| Eficiência Energética (COP) | 4,5–6,5 (maior em sistemas grandes) | 3,0–4,5 (degradado em ambiente elevado) |
| Complexidade de instalação | Superior (torre, bombas, tubulação) | Inferior (colocação direta) |
| Investimento Inicial | 20–40% maior | Custo básico mais baixo |
| Requisitos de manutenção | Tratamento de torre de resfriamento, gerenciamento de água | Limpeza da bobina do condensador, substituição do filtro |
| Faixa de capacidade adequada | >50 kW (ideal >150 kW) | <50 kW (ideal <150 kW) |
| Influência da temperatura ambiente | Baixo (2–3% por 10°C) | Alto (5–8% por aumento de 10°C) |
| Consumo de água | Significativo (perda evaporativa) | Mínimo |
| Melhor Aplicação | Produção em massa 24 horas por dia, 7 dias por semana, processos de precisão | Produção flexível/descentralizada, laboratórios |
Chillers resfriados a água em grandes produções de PCB
Grandes fábricas de PCB normalmente preferem resfriadores resfriados a água devido à sua estabilidade térmica e eficiência energética durante a operação contínua.
Em vez de rejeitar o calor diretamente no ar, os sistemas resfriados a água transferem calor através de um circuito secundário de água conectado a torres de resfriamento ou refrigeradores secos. Isso cria um caminho de rejeição de calor em dois estágios:
- Laço primário: Água de processo → Evaporador → Compressor → Condensador → Água secundária
- Laço secundário: Água secundária → Torre de resfriamento (evaporativa) ou Refrigerador seco (sensível) → Atmosfera
| Parâmetro | Valor típico | Impacto no sistema |
| Temperatura de abastecimento de água do condensador | 25–32°C | Determina a pressão de condensação |
| Temperatura de aproximação (torre para água) | 3–5°C | Determina a eficácia da torre |
| Temperatura de condensação (R-410A) | 35–42°C | Afeta o funcionamento do compressor |
| Pressão de condensação (R-410A) | 18–26 compassos | Maior = mais trabalho do compressor |
| Melhoria do COP do sistema | 15–25% vs refrigerado a ar | Em condições ambientais típicas |
Porque a água transfere calor de forma muito mais eficaz do que o ar:
- As temperaturas de condensação permanecem mais baixas (normalmente 35–42°C vs. 45–55°C para resfriamento a ar)
- A pressão de descarga do compressor diminui (menor taxa de compressão = menos trabalho)
- O COP do sistema melhora (normalmente 4,5–6,5 vs. 3,0–4,5)
- As flutuações de temperatura são reduzidas (a massa térmica da bacia da torre fornece amortecimento)
- O fator de incrustação do condensador pode ser gerenciado através do tratamento de água
Isto é particularmente valioso para linhas de galvanoplastia e gravação, onde grandes volumes de banho químico (normalmente de 500 a 2.000 litros) exigem condições térmicas extremamente estáveis. A constante de tempo térmica de grandes tanques pode exceder 30 minutos, o que significa que o desempenho de resfriamento lento, mas constante, é essencial.
Em fábricas de PCB que operam continuamente, especialmente acima da demanda de resfriamento de 150 kW, os sistemas resfriados a água geralmente proporcionam melhor eficiência operacional a longo prazo, com períodos de retorno típicos de 2–4 anos em comparação com alternativas refrigeradas a ar.
Chillers resfriados a ar para produção de PCB flexível
Os chillers resfriados a ar são comumente usados em:
- Instalações de produção de protótipos de PCB
- Pequenas linhas de fabricação (carga térmica <50 kW)
- Máquinas de perfuração CNC autônomas
- Ambientes de laboratório e P&D
- Zonas de resfriamento descentralizadas
- Instalações sem infraestrutura centralizada de serviços públicos
Sua principal vantagem é a instalação simplificada:
- Não é necessária torre de resfriamento ou circuito de água do condensador
- Custos de infraestrutura reduzidos em 30–50%
- Tempo de instalação reduzido em 40–60%
- O layout da fábrica se torna mais flexível
- Não são necessários produtos químicos ou equipamentos para tratamento de água
No entanto, os sistemas refrigerados a ar são fortemente afetados pela temperatura ambiente. A relação de capacidade de resfriamento é aproximadamente:
Capacidadereal = Capacidadeavaliado × (1 – k × (Tcom –Treferência))Onde k ≈ 0,03–0,05 por °C acima da temperatura de referência (normalmente 35°C)
Quando as temperaturas exteriores sobem acima das condições de projeto:
- O diferencial de temperatura da bobina do condensador (ΔT) diminui, reduzindo a rejeição de calor
- A pressão de descarga do compressor aumenta (pode exceder os limites de segurança em temperaturas extremas)
- A capacidade de refrigeração cai (normalmente 10–15% a 40°C, 20–30% a 45°C)
- A estabilidade da temperatura piora devido ao desempenho variável do compressor
- O ciclo curto do compressor pode ocorrer sob altas cargas térmicas
É por isso que os sistemas refrigerados a ar são geralmente recomendados para cargas térmicas menores (<50 kW), instalações com ventilação adequada ou climas com temperaturas amenas no verão (ambiente normalmente <35°C).
Resfriamento de precisão para produção de HDI e PCB de alta frequência
À medida que a tecnologia PCB avança em direção a aplicações avançadas, os requisitos de estabilidade de temperatura tornam-se significativamente mais rigorosos:
- Estruturas do IDH: Densidades de microvia superiores a 100 vias/cm²
- Placas de comunicação de alta frequência: Frequências operacionais >28 GHz
- Eletrônica automotiva: Requisitos de confiabilidade de -40°C a +125°C
- Substratos de servidor de IA: Densidades térmicas >50 W/cm²
- Placas de embalagem de semicondutores: Tolerâncias de registro abaixo de 10μm
Para materiais PCB de alta frequência (por exemplo, Rogers RO4003C, Panasonic Megtron 6), as propriedades dielétricas são sensíveis à temperatura:
| Propriedade material | Coeficiente de temperatura | Impacto a ±1°C Desvio |
| Constante dielétrica (Dk) | ±30 a ±50 ppm/°C | Variação de impedância: 0,03–0,05% |
| Fator de dissipação (Df) | Variável | Variação de perda de sinal: 2–5% |
| CTE (plano XY) | 12–18 ppm/°C | Mudança dimensional: 0,0012–0,0018% |
Mesmo pequenas mudanças térmicas podem afetar:
- Impedância de sinal: A tolerância de impedância alvo de ±5% requer estabilidade de ±0,5°C
- Perda de transmissão: A variação Df afeta a perda de inserção em altas frequências
- Alinhamento de camadas: A expansão térmica contribui para erros de registro camada a camada
- Estabilidade dimensional do material: Mudanças de comprimento de 2–5μm por metro por °C
Na fabricação avançada de PCB, os requisitos de estabilidade de temperatura atingem:
ΔTestabilidade = ±0,1°C a ±0,3°C (para embalagens HDI/semicondutores)
ΔTespacial = <1,0°C na superfície de trabalho do equipamento
ΔTresposta = <5 segundos a 90% da alteração do ponto de ajuste
Alcançar esse nível de precisão requer uma arquitetura de gerenciamento térmico multicamadas:
| Camada do sistema | Função | Controle de temperatura | Tempo de resposta |
|---|---|---|---|
| Resfriador Primário | Capacidade de refrigeração básica | ±1,0°C (padrão industrial) | 60–120 segundos |
| Loop de Precisão Secundário | Ajuste fino de temperatura | ±0,1°C | 10–30 segundos |
| Resfriamento de Equipamento Local | Estabilização térmica final | ±0,05°C | <5 segundos |
| Sistema de controle inteligente | Compensação dinâmica em tempo real | Avanço + feedback | Contínuo |
Os sistemas de última geração também enfatizam a baixa inércia térmica, o que significa que o sistema de resfriamento deve responder rapidamente a mudanças repentinas na carga do processo. Os principais recursos de design incluem:
- Carga mínima de refrigerante: Reduz atrasos de mudança de fase
- Válvulas de expansão eletrônica: Medição precisa de refrigerante (±0,5% precisão)
- Controle de temperatura PID: Ação derivativa para antecipar mudanças de carga
- Arquitetura de controle em cascata: Ponto de ajuste do loop primário ajustado com base na demanda do loop secundário
Sistemas de Controle e Gerenciamento Térmico Dinâmico
Os sistemas modernos de resfriamento de PCB contam com arquiteturas de controle sofisticadas para manter a estabilidade térmica sob cargas variadas.

Fundamentos do controle PID
O algoritmo de controle PID (Proporcional-Integral-Derivativo) padrão para regulação de temperatura:
você(t) = Kp × e(t) + Keu × ∫e(t)dt + Kd × de(t)/dtOnde:
• Kp = Ganho proporcional (determina a velocidade de resposta)
• Keu = Ganho integral (elimina erro de estado estacionário)
• Kd = Ganho derivado (amortece oscilações)
• e(t) = Erro = Setpoint – Valor medido
Parâmetros de ajuste típicos para controle de chiller PCB:
| Parâmetro | Faixa Típica | Propósito |
|---|---|---|
| Banda Proporcional | 00,5–2,0°C | Determina a sensibilidade do controle |
| Tempo Integral | 30–120 segundos | Elimina o deslocamento, afeta o tempo de recuperação |
| Tempo Derivado | 0–30 segundos | Reduz o overshoot, amortece as oscilações |
| Tempo de ciclo | 2–10 segundos | Para comutação de saída digital |
Estratégias de controle avançadas
- Controle Adaptativo: Ajusta automaticamente os parâmetros PID com base nas condições operacionais e alterações de carga
- Controle de feedforward: Usa sinais de carga medidos (por exemplo, potência do laser, velocidade do fuso) para antecipar a demanda térmica
- Controle em cascata: A malha primária controla a pressão de condensação; loop secundário controla a temperatura do processo
- Controle de lógica difusa: Lida com não linearidades e fornece desempenho robusto em toda a faixa operacional
- Otimização de aprendizado de máquina: Analisa dados históricos para prever pontos de ajuste ideais e antecipar distúrbios
Considerações sobre eficiência energética em resfriamento de PCB
Os sistemas de refrigeração geralmente são responsáveis por 15–30% do consumo total de energia em fábricas de PCB, tornando a otimização da eficiência economicamente significativa.
Tecnologias de otimização de energia
| Tecnologia | Mecanismo | Economia de energia típica | Período de ROI |
|---|---|---|---|
| Unidade de frequência variável (VFD) | Adapta a velocidade do compressor à demanda de resfriamento | 20–40% em carga parcial | 2–3 anos |
| Pressão de condensação flutuante | Ajusta o ponto de ajuste de condensação com base no ambiente | 5–15% sazonalmente | 1–2 anos |
| Correspondência de carga inteligente | Alocação preditiva de capacidade entre chillers | 10–25% | 2–4 anos |
| Bombeamento de Fluxo Variável | Combina a velocidade da bomba com a demanda do sistema | 30–50% em carga parcial | 2–3 anos |
| Recuperação de calor | Captura o calor residual para uso nas instalações | 10–30% da carga de aquecimento | 3–5 anos |
| Controle de vários estágios | Otimiza o estágio do compressor | 5–10% | 1–2 anos |
Métricas de desempenho energético
| KPI | Definição | Valor típico |
| COP (Coeficiente de Desempenho) | Capacidade de refrigeração/potência do compressor | 3,5–6,0 |
| IPLV (valor de carga parcial integrado) | Eficiência média ponderada em várias cargas | 4,0–6,5 kW/ton |
| Relação kW/ton | Consumo de energia por tonelada de refrigeração | 00,5–0,9 kW/ton |
| Eficiência do resfriador (EER) | Unidades Térmicas Britânicas por watt-hora | 12–20 BTU/Wh |
Em fábricas de PCB em grande escala, 24 horas por dia, 7 dias por semana, a otimização da eficiência do resfriamento por meio das medidas acima pode reduzir os custos operacionais em $ 50.000– $ 200.000 anualmente por 100 kW de capacidade de refrigeração.
Estratégia de resfriamento em nível de sistema em fábricas modernas de PCB
As fábricas modernas de PCB raramente dependem de um único sistema de resfriamento. Em vez disso, eles usam arquiteturas de gerenciamento térmico em camadas que atendem aos diversos requisitos térmicos em toda a instalação.
Arquitetura Centralizada vs. Arquitetura Distribuída
| Arquitetura | Vantagens | Desvantagens | Melhor para |
|---|---|---|---|
| Centralizado (grande planta central) | Maior eficiência, manutenção mais fácil, melhor redundância | Custo inicial mais alto, tubulação complexa, risco de falha única | Grandes instalações (>50.000 m²) |
| Distribuído (refrigeradores de múltiplas unidades) | Instalação mais simples, expansão mais fácil, isolamento de falhas | Maior carga de manutenção, menos eficiência geral | Instalações de pequeno e médio porte, layouts flexíveis |
| Híbrido (Central + Dedicado) | Equilíbrio ideal entre eficiência e flexibilidade | Integração de controle mais complexa | A maioria das fábricas modernas de PCB |
Configuração típica do sistema
- Estações de resfriamento centralizadas: Fornece carga básica de fábrica (50–70% da capacidade total), operando em pontos de ajuste otimizados
- Chillers de precisão dedicados: Servir equipamentos críticos (galvanoplastia, perfuração a laser) com controle de temperatura mais rígido
- Zonas de temperatura separadas: Loops independentes para processos úmidos (galvanoplastia, ataque químico) e processos secos (perfuração, AOI)
- Sistemas de redundância de backup: Redundância N+1 ou 2N para linhas de produção críticas (normalmente 10–20% de excesso de capacidade)
- Loops de recuperação de calor: Capturar calor residual para aquecimento de edifícios ou água quente sanitária
Estratégias de resfriamento específicas do processo
- Linhas de galvanoplastia: Priorize a estabilidade da temperatura química (±0,2°C). Grande massa térmica requer controle lento e constante com ciclos mínimos. O controle da bomba de recirculação é crítico para uma distribuição uniforme do fluxo.
- Perfuração CNC: Foco no controle dimensional na ponta da broca. Resfriamento individual do fuso com circuitos de fluxo dedicados. Monitoramento de temperatura em tempo real na interface ferramenta-peça.
- Sistemas AOI: Requer estabilidade óptica. A temperatura da iluminação afeta a colorimetria e o contraste. O controle da câmara ambiental pode complementar o resfriamento do resfriador.
- Sistemas de perfuração a laser: Requer resfriamento localizado de alta precisão para óptica (frequentemente <±0,1°C). Circuitos de resfriamento separados para fonte de laser e trem óptico. Trocadores de calor de resposta rápida para evitar lentes térmicas.
- Prensas de laminação: Controle de temperatura da zona na superfície da placa. Múltiplas zonas de aquecimento/resfriamento controladas independentemente. Válvulas misturadoras termostáticas integradas.
Como diferentes processos se comportam termicamente de maneira diferente, o projeto de resfriamento da PCB deve ser abordado a partir de um perspectiva de engenharia de sistemas em vez da simples seleção de equipamentos. Isso inclui:
- Mapeamento de carga térmica em toda a instalação
- Análise de rede hidráulica para distribuição de fluxo
- Simulação dinâmica de interações térmicas
- Integração da estratégia de controle em todos os subsistemas
Melhores práticas operacionais e de manutenção
O desempenho sustentável do sistema de refrigeração requer práticas de manutenção proativas:
| Tarefa de manutenção | Freqüência | Impacto da negligência |
|---|---|---|
| Testes e tratamento de qualidade da água | Mensal | Acúmulo de incrustações, crescimento microbiológico, corrosão |
| Limpeza da serpentina do condensador (resfriado a ar) | Trimestral | Perda de capacidade de 5–15% ao ano |
| Tratamento de água de torre de resfriamento | Análise contínua + mensal | Incrustação, corrosão, risco de Legionella |
| Inspeção de vazamento de refrigerante | Trimestral | Perda de capacidade, impacto ambiental |
| Análise de óleo do compressor | 6–12 meses | Detecção precoce de desgaste |
| Calibração do sistema de controle | Anual | Desvio de temperatura, instabilidade |
| Inspeção de bombas e válvulas | 6 meses | Instabilidade de fluxo, desequilíbrio do sistema |
Conclusão
A melhor solução de resfriamento para fabricação de PCB depende das características do processo, escala de produção e requisitos de precisão.
Chillers refrigerados a água proporcionam excelente estabilidade térmica (normalmente ±0,1–0,3°C) e eficiência energética superior (COP 4,5–6,5) para grandes fábricas de PCB de produção contínua. Eles são ideais para instalações com >150 kW de demanda de resfriamento operando 24 horas por dia, 7 dias por semana, especialmente aqueles com galvanoplastia de precisão e fabricação HDI.
Chillers refrigerados a ar oferecem instalação flexível, custos de infraestrutura mais baixos e manutenção mais simples para aplicações menores ou descentralizadas. Eles são mais adequados para instalações com Carga térmica <50 kW, condições climáticas amenas ou requisitos para mudanças frequentes de layout.
Sistemas de refrigeração de precisão são essenciais para a fabricação de PCBs de embalagens HDI, de alta frequência e de semicondutores, onde as flutuações térmicas afetam diretamente o desempenho elétrico e a precisão dimensional. Estes exigem arquiteturas de controle de vários estágios que alcancem ±0,1°C ou mais apertado estabilidade de temperatura.
Em última análise, o resfriamento de PCB não envolve apenas a remoção de calor. Trata-se de manter a estabilidade térmica a longo prazo em ambientes de produção complexos e em constante mudança através de:
- Arquitetura de sistema adequada compatível com os requisitos do processo
- Seleção de componentes priorizando confiabilidade e eficiência
- Estratégias de controle avançadas para gerenciamento dinâmico de carga
- Manutenção proativa para sustentar o desempenho ao longo do tempo
Um sistema de resfriamento adequadamente projetado melhora:
- Consistência do produto: Variação dimensional e elétrica reduzida
- Taxa de rendimento: Menos defeitos térmicos
- Vida útil do equipamento: Estresse térmico reduzido nos componentes
- Eficiência de produção: Retrabalho e tempo de inatividade reduzidos
- Desempenho energético: Menores custos operacionais
À medida que a tecnologia PCB continua evoluindo em direção a maior precisão (recursos abaixo de 10μm), maior densidade (>20 camadas, >500 E/S) e frequências mais altas (>70 GHz), os sistemas de resfriamento industrial desempenharão um papel cada vez mais crítico na estabilidade da fabricação e na confiabilidade do produto. O sistema de gestão térmica deve ser considerado um facilitador central do processo e não apenas uma infraestrutura auxiliar.