
Dans la fabrication de PCB, le contrôle de la température affecte directement la qualité du produit, la stabilité du processus et l'efficacité de la production. Contrairement aux applications générales de refroidissement industriel, la production de PCB implique plusieurs processus sensibles à la chaleur exécutés simultanément, notamment le perçage CNC, la galvanoplastie, la gravure, le laminage, l'exposition et l'inspection AOI. Chaque processus présente des caractéristiques thermiques, des fluctuations de charge et des exigences de stabilité de température différentes.
Le défi de la gestion thermique dans la fabrication des PCB se caractérise par couplage thermique multipoint, où les équipements de traitement adjacents peuvent s’influencer mutuellement sur l’environnement thermique de chacun. Cette interaction thermique spatiale nécessite une conception minutieuse au niveau du système plutôt que des solutions de refroidissement isolées au niveau des équipements.
Pour cette raison, les systèmes de refroidissement des PCB ne sont pas conçus simplement pour évacuer la chaleur. Leur véritable objectif est de maintenir un environnement thermique stable tout au long du processus de production, en compensant à la fois charges thermiques en régime permanent et perturbations thermiques transitoires.
Dans la fabrication moderne de PCB et HDI haute densité, même de petites fluctuations de température peuvent entraîner un écart dimensionnel (généralement une tolérance de ± 0,02 mm pour les cartes HDI), un dépôt de cuivre irrégulier, des problèmes d'intégrité du signal ou des erreurs d'alignement multicouche. À mesure que la densité des cartes et la fréquence des signaux continuent d'augmenter, les systèmes de refroidissement deviennent partie intégrante de l'ingénierie des processus elle-même plutôt que des équipements auxiliaires de l'usine.
Caractéristiques thermiques des processus de fabrication de PCB

Différentes étapes de production de PCB génèrent de la chaleur de différentes manières. Comprendre ces comportements thermiques, notamment les mécanismes de génération de chaleur, les constantes de temps thermiques et les plages de température admissibles, constitue la base de la sélection de la solution de refroidissement appropriée.
| Processus PCB | Source de chaleur principale | Objectif de refroidissement | Charge thermique typique | Sensibilité à la température | Variation autorisée |
|---|---|---|---|---|---|
| Forage CNC | Frottement de broche, interface bit-substrat | Réduire la dilatation thermique | 1,5 à 4,0 kW par broche | Très élevé | ±0,5°C |
| Galvanoplastie | Résistance faradique, chauffage joule | Stabiliser l'épaisseur du placage | 8 à 25 kW par réservoir (selon la taille du réservoir) | Extrêmement élevé | ±0,2–0,5°C |
| Gravure | Réactions chimiques exothermiques, impact de pulvérisation | Maintenir la cohérence des réactions | 3 à 12 kW par section de ligne | Haut | ±1,0 °C |
| Laminage | Presser les plateaux, guérir l'exothermie | Empêche le gauchissement du panneau, contrôle le profil de durcissement | 15 à 50 kW par presse | Haut | ±2,0°C (uniformité de la zone) |
| Perçage laser (CO₂/UV) | Chaleur perdue de la source laser, matériau ablation | Protéger l'optique, empêcher la refonte de la résine | 2 à 8 kW par unité laser | Très élevé | ±0,3°C |
| Zone d'intérêt / Inspection | Systèmes d'éclairage, caméras, processeurs | Maintenir la stabilité du chemin optique | 00,5 à 2,0 kW par système | Moyen | ±2,0°C |
Dynamique thermique dans le forage mécanique
Dans les processus de perçage mécanique, les vitesses de broche dépassent souvent 100 000 tr/min (généralement 120 000 à 200 000 tr/min pour le micro-perçage). La friction entre les forets et les substrats PCB génère une chaleur localisée à l'interface du foret. La densité du flux thermique peut atteindre 10 à 50 W/mm² lors de cycles de forage agressifs.
Cet apport thermique localisé crée deux problèmes principaux :
- Contrainte thermomécanique: La dilatation thermique différentielle entre le foret (généralement du carbure de tungstène avec α ≈ 4,9×10⁻⁶/°C) et le substrat PCB (FR-4 avec α ≈ 12–18×10⁻⁶/°C) provoque des micro-fractures au niveau de la paroi du trou.
- Frottis de résine** : Des températures élevées (généralement > 150 °C au niveau de la pointe du foret) ramollissent et refonte la résine époxy, qui s'étale ensuite sur le canon et la paroi du trou, compromettant l'intégrité de la paroi du canon.
Cela devient particulièrement critique dans les cartes HDI où les tolérances des microvias sont généralement ±0,020 mm (20 μm), nécessitant une stabilité de température inférieure à 0,5 °C au niveau de la zone de forage.
Électrochimie thermique en placage et gravure

Dans les lignes de galvanoplastie et de gravure, le comportement thermique est davantage déterminé par des facteurs chimiques. La température influence directement :
- Densité de courant d'échange: Selon l'équation de Butler-Volmer, la cinétique de réaction dépend de manière exponentielle de la température (généralement une augmentation de 2 à 3 % par °C pour le dépôt de cuivre)
- Conductivité électrolytique: La conductivité ionique augmente d'environ 2 % par augmentation de °C
- Coefficient de diffusion: Les taux de transport de masse augmentent avec la température, affectant la puissance de lancement et l'uniformité
Des températures excessivement élevées peuvent améliorer temporairement la vitesse de réaction, mais réduisent souvent la consistance du placage et la stabilité du processus. Pour le cuivrage acide, la plage de température optimale est généralement 22-28°C, avec une sensibilité au taux de dépôt d'environ ±0,05 μm/min par écart °C.
Défis thermomécaniques du laminage
Le laminage introduit un autre type de défi thermique lié au température de transition vitreuse (Tg) du matériau stratifié. Lors du pressage :
- Le stratifié est chauffé au-dessus de sa Tg (généralement 130-180°C pour les matériaux à haute Tg)
- L'écoulement de la résine et le durcissement de l'étape B se produisent dans une fenêtre de température étroite
- Un refroidissement irrégulier après pressage crée des gradients thermiques à travers l'épaisseur
Les contraintes thermiques résiduelles dues à un refroidissement non uniforme (généralement une différence de température de 5 à 15 °C à travers le panneau) peuvent créer valeurs d'arc et de torsion supérieures à 0,5 %, entraînant des problèmes d'enregistrement en aval dans les processus de forage et d'imagerie.
Thermodynamique du système de refroidissement en boucle fermée
La plupart des usines de PCB modernes utilisent des refroidisseurs industriels en boucle fermée car ils assurent un contrôle thermique stable et isolé. Comprendre le cycle de réfrigération par compression de vapeur est essentiel pour une spécification appropriée du système.
COP = Qévaporer /Wcomposition =h1 –h4 /h2 –h1Pour les refroidisseurs de PCB typiques, le COP varie de 3,0 à 6,5 selon les conditions de fonctionnement.
Analyse du cycle de compression de vapeur
Dans un cycle de réfrigération à compression de vapeur standard utilisé dans les refroidisseurs de PCB :
- Compression (1→2): La vapeur de réfrigérant basse pression est comprimée à haute pression. Pour les systèmes R-410A, cela augmente généralement la pression de ~9 bar (vapeur saturée à 0°C) à ~26 bar (vapeur saturée à 45°C).
- Condensations (2→3): La vapeur à haute pression et à haute température libère de la chaleur et se condense. Le sous-refroidissement est généralement maintenu entre 3 et 8 °C pour garantir qu'aucune vapeur ne pénètre dans le dispositif d'expansion.
- Expansion (3→4): Le réfrigérant liquide passe à travers un dispositif d'étranglement (détendeur thermostatique ou détendeur électronique), tombant à basse pression.
- Évaporation (4→1): Le mélange liquide-vapeur à basse pression absorbe la chaleur de l’eau de traitement et s’évapore en vapeur saturée.
| Réfrigérant | GWP | Pression de fonctionnement typique (bar) | Capacité de refroidissement volumétrique |
| R-410A | 2088 | 9–26 (évaporation/cond.) | Élevé (préféré pour les systèmes de taille moyenne à grande) |
| R-134a | 1430 | 3-12 | Modéré (systèmes plus petits) |
| R-513A | 573 | 4-14 | Modéré (alternative à faible PRP) |
| R-1234zé | 1 | 4-13 | Inférieur (future option à faible PRG) |
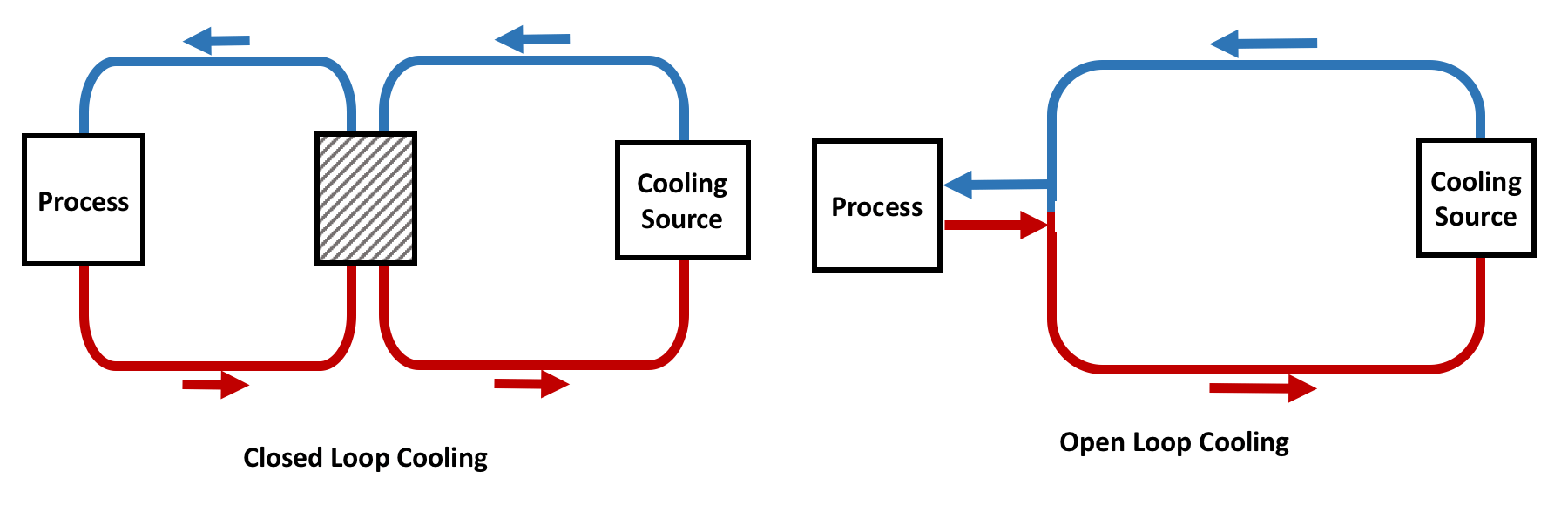
Avantages du système en boucle fermée
Dans un système en boucle fermée :
- L'eau de traitement circule indépendamment de l'environnement externe, empêchant ainsi la contamination par des particules et des micro-organismes en suspension dans l'air.
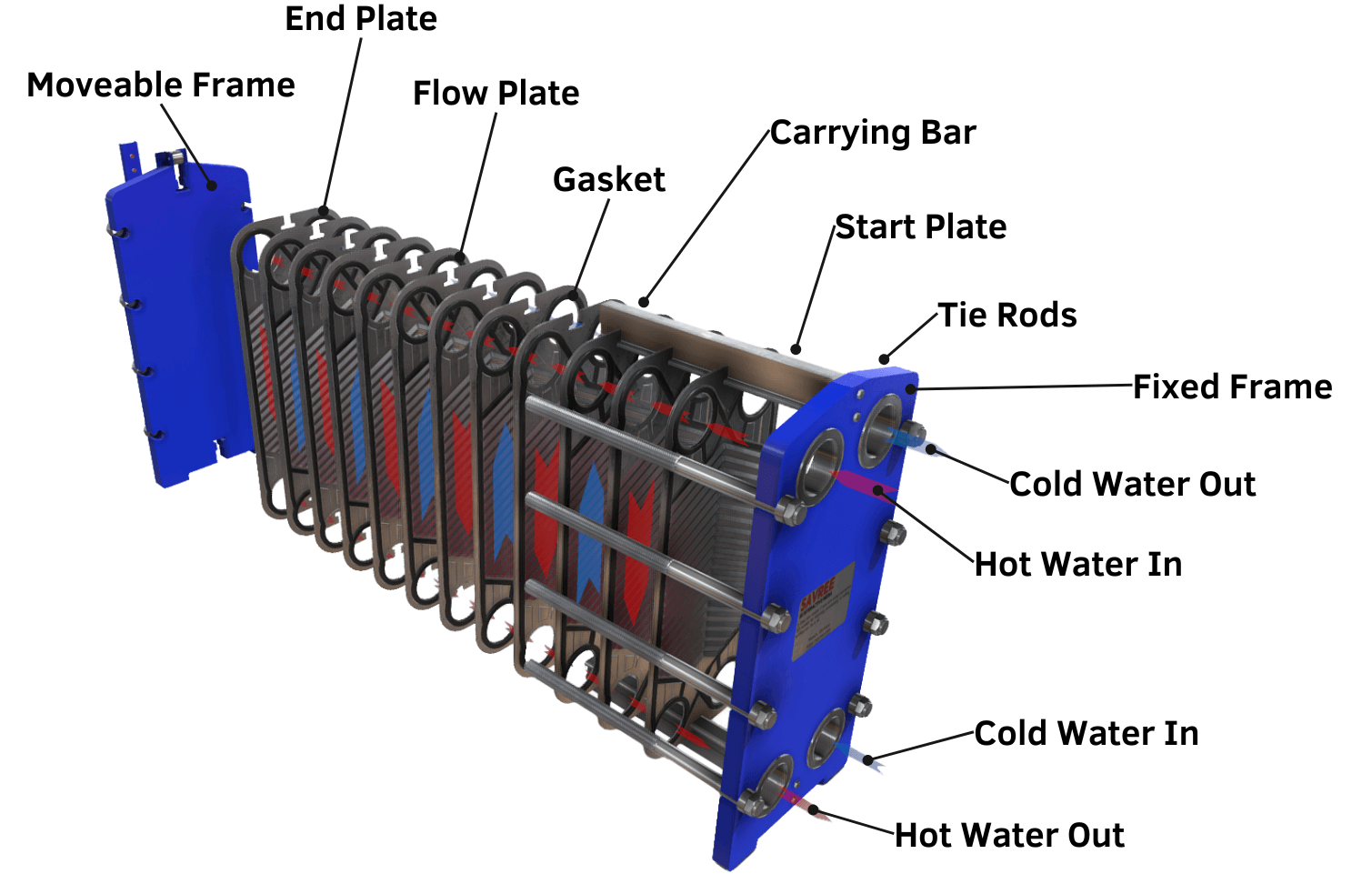
- L'échange de chaleur se produit via des échangeurs de chaleur à plaques avec une efficacité typique de 85 à 95 %
- Le risque de contamination de l’eau est réduit grâce à la filtration et au traitement de l’eau
- Le contrôle de la température devient plus prévisible grâce au débit massique d'eau constant et aux propriétés thermiques connues
- La conception en boucle fermée permet un contrôle précis de la qualité de l'eau (généralement maintenu à une résistivité >1 MΩ·cm pour les applications de précision)
Par rapport aux systèmes de refroidissement ouverts, les conceptions en boucle fermée offrent :
- Meilleure stabilité de la température (généralement ±0,1 à 0,5°C contre ±1,0 à 3,0°C pour les systèmes ouverts)
- Fréquence de maintenance réduite (pas d'entartrage des tours de dérive, ni de croissance d'algues)
- Réduction du tartre et de la contamination dans les échangeurs de chaleur de procédé
- Durée de vie de l'équipement plus longue grâce à une chimie de l'eau contrôlée
Composants de base d'un système de refroidissement de PCB
Compresseur : contrôle dynamique de la capacité de refroidissement
Le compresseur est la principale source d'énergie du système de réfrigération, consommant généralement 25 à 40 % de la puissance totale du refroidisseur.

| Type de compresseur | Plage de capacité | Efficacité à charge partielle | Niveau de bruit | Meilleure application |
| Défilement (vitesse fixe) | 5 à 50 kW | Mauvais à <50 % de charge | Faible | Charge constante, petits systèmes |
| Défilement (onduleur) | 5 à 70 kW | Excellent (capacité de 20 à 100 %) | Modéré | Charges variables, la plupart des refroidisseurs de PCB |
| Vis (vitesse fixe) | 50 à 300 kW | Modéré | Haut | Grands systèmes à charge constante |
| Vis (onduleur/VFD) | 50 à 500 kW | Excellent | Haut | Grands systèmes à charge variable |
| Centrifuge | >300 kW | Bien | Modéré | Très grandes plantes centrales |
Dans les applications PCB modernes, les compresseurs à inverseur (entraînement à fréquence variable) sont largement utilisés car les charges de production changent constamment. Les machines démarrent et s'arrêtent fréquemment, les charges de bain chimique fluctuent et les systèmes de forage fonctionnent par intermittence avec des cycles de service allant généralement de 30 à 80 %.
Les compresseurs à fréquence variable permettent au système de refroidissement de :
- Réduire les dépassements de température (généralement 00,5 °C contre 2–3°C pour le contrôle marche/arrêt)
- Améliorer l'efficacité énergétique (généralement 20 à 35 % d'économies d'énergie dans des conditions de charge partielle)
- Maintenir une température de sortie d'eau stable (généralement ±0,1–0,3 °C stabilité)
- Réduction des contraintes de cycle du compresseur (fréquence de démarrage réduite de 60 à 80 %)
Les systèmes traditionnels à vitesse fixe avec cycles marche/arrêt ont du mal à supporter des charges de production de PCB fluctuantes, provoquant :
- Oscillations de température avec une amplitude de 2 à 5°C
- Courants de démarrage du moteur du compresseur 5 à 7 × courant nominal
- Usure mécanique accrue (réduction typique de la durée de vie des roulements de 30 à 50 %)
Évaporateur : stabilité de l'échange thermique
L'évaporateur transfère la chaleur de l'eau de traitement au réfrigérant. Le taux de transfert de chaleur est régi par :
Q = U × A × LMTDOù :
• Q = Taux de transfert de chaleur (kW)
• U = Coefficient de transfert thermique global (kW/m²·K)
• A = Surface de transfert de chaleur (m²)
• LMTD = Différence de température moyenne logarithmique (°C)
Dans les systèmes de refroidissement de PCB, les évaporateurs à plaques brasées sont couramment utilisés car ils fournissent :
- Efficacité élevée du transfert de chaleur (valeurs U de 3–6 kW/m²·K pour les évaporateurs R-410A)
- Conception compacte (généralement 00,1 à 0,3 m² par kW de capacité)
- Réponse thermique rapide (constante de temps thermique généralement 30 à 60 secondes)
- Distribution de débit stable lorsqu'elle est correctement conçue
Cependant, la qualité de conception de l’évaporateur affecte considérablement la stabilité du système :
| Facteur de conception de l'évaporateur | Impact sur le refroidissement des PCB | Spécification technique |
|---|---|---|
| Répartition inégale du débit | Fluctuation locale de la température (variation de ±0,5 à 2,0 °C) | Rapport de chute de pression port à port : 1,0 à 1,3 |
| Mauvaise conception des turbulences | Efficacité de transfert de chaleur inférieure (réduction de 10 à 30 %) | Nombre de Reynolds : Re > 4000 (turbulent) |
| Chute de pression élevée | Stabilité réduite du système, puissance de pompage accrue | Typique : 30 à 100 kPa par passage |
| Réponse thermique lente | Décalage de la température du processus (délai supplémentaire de 5 à 15 secondes) | Minimiser le volume de liquide (<0,5 L pour 10 kW) |
Pour la fabrication de circuits imprimés de précision, il est essentiel de maintenir un transfert thermique uniforme sur tous les canaux. Cela nécessite :
- Conception appropriée de l'en-tête avec buses de débit ou distributeurs
- Configuration à contre-courant pour maximiser le LMTD
- Entretien du sous-refroidissement de 3 à 5 °C à la sortie de l'évaporateur
- Contrôle de la surchauffe de 5–8°C à l'aspiration du compresseur
Système de pompe : dynamique de débit critique

Dans la fabrication de PCB, un débit stable est presque aussi important qu’une température stable. Le coefficient de transfert thermique dans les équipements de procédé dépend fortement du débit :
h = Nu × k / D = C × Rem × Prn × k / DPour un écoulement d'eau turbulent : h ∝ Re0.8 (environ)
Cela signifie qu'un changement de débit de 10 % peut affecter le transfert de chaleur d'environ 8 %.
Même si la température de l'eau de sortie reste constante, un débit instable peut modifier les coefficients de transfert de chaleur locaux à l'intérieur de l'équipement, conduisant à une oscillation thermique au niveau du processus. Ceci est particulièrement problématique dans :
- Cuves de galvanoplastie: La non-uniformité du flux provoque une variation de la densité de courant, affectant directement l'uniformité de l'épaisseur du cuivre (généralement une variation de ± 5 à 15 % par rapport à la cible)
- Canaux de refroidissement laser: Les variations de débit provoquent des points chauds locaux qui peuvent endommager des optiques laser coûteuses
- Vestes de refroidissement de broche: Un débit instable entraîne des gradients de température dans le porte-outil, affectant la précision du perçage
Les refroidisseurs de PCB modernes utilisent donc couramment :
- Entraînements à fréquence variable (VFD) sur les pompes de circulation primaires : économies d'énergie de 30 à 50 % à charge partielle
- Contrôle à pression constante: Maintient la pression de consigne à l'entrée de l'équipement quelles que soient les fluctuations de charge
- Systèmes de surveillance des flux: Débitmètres magnétiques ou ultrasoniques avec une précision de ±1%
- Equilibrage hydraulique multizone: Vannes de régulation indépendantes de la pression pour chaque zone de procédé
| Application | Débit typique | Pression requise | Stabilité de la température |
| Petite broche CNC (simple) | 3–6 L/min | 2 à 4 barres | ±0,5°C |
| Grande broche CNC | 10–20 L/min | 3 à 5 barres | ±0,3°C |
| Réservoir de galvanoplastie (petit) | 50–150 L/min | 1 à 3 barres | ±0,2 °C |
| Réservoir de galvanoplastie (grand) | 200–500 L/min | 2 à 4 barres | ±0,1 °C |
| Système laser | 5–15 L/min | 4 à 6 barres | ±0,2 °C |
Refroidisseurs refroidis par eau ou par air pour les usines de PCB
Le choix entre des refroidisseurs refroidis par eau ou par air dépend fortement de l'échelle de l'usine, du calendrier de fonctionnement, des exigences de stabilité de la charge thermique et de l'infrastructure des services publics disponible.

Comparaison thermodynamique
La différence fondamentale réside dans le milieu de rejet de chaleur. Les systèmes refroidis par air rejettent la chaleur dans l'air ambiant (capacité thermique spécifique : 1,005 kJ/kg·K), tandis que les systèmes refroidis par eau rejettent la chaleur vers l'eau de la tour de refroidissement (capacité thermique spécifique : 4,186 kJ/kg·K), environ 4× plus efficace transfert de chaleur.
| Article | Refroidisseur à eau | Refroidisseur à air |
|---|---|---|
| Stabilité de refroidissement (sortie ΔT) | ±0,1–0,3°C (excellent) | ±0,5–1,5°C (modéré) |
| Efficacité énergétique (COP) | 4,5 à 6,5 (plus élevé dans les grands systèmes) | 3,0–4,5 (dégradé à température ambiante élevée) |
| Complexité de l'installation | Supérieur (tour, pompes, tuyauterie) | Inférieur (placement direct) |
| Investissement initial | 20 à 40 % plus élevé | Coût de base inférieur |
| Exigences d'entretien | Traitement des tours de refroidissement, gestion de l'eau | Nettoyage du serpentin du condenseur, remplacement du filtre |
| Plage de capacité appropriée | >50 kW (optimal >150 kW) | <50 kW (optimal <150 kW) |
| Influence de la température ambiante | Faible (2 à 3 % par 10 °C) | Élevé (5 à 8 % par augmentation de 10 °C) |
| Consommation d'eau | Important (perte par évaporation) | Minimal |
| Meilleure application | Production de masse 24h/24 et 7j/7, processus de précision | Production flexible/décentralisée, laboratoires |
Refroidisseurs refroidis à l'eau dans la production de PCB à grande échelle
Les grandes usines de PCB privilégient généralement les refroidisseurs refroidis par eau en raison de leur stabilité thermique et de leur efficacité énergétique en fonctionnement continu.
Au lieu de rejeter la chaleur directement dans l'air, les systèmes refroidis par eau transfèrent la chaleur via un circuit d'eau secondaire connecté à des tours de refroidissement ou à des refroidisseurs à sec. Cela crée un chemin de rejet de chaleur en deux étapes :
- Boucle primaire: Eau de process → Évaporateur → Compresseur → Condenseur → Eau secondaire
- Boucle secondaire: Eau secondaire → Tour de refroidissement (évaporative) ou Refroidisseur sec (sensible) → Atmosphère
| Paramètre | Valeur typique | Impact sur le système |
| Température d'alimentation en eau du condenseur | 25–32 °C | Détermine la pression de condensation |
| Température d'approche (tour à eau) | 3 à 5 °C | Détermine l'efficacité de la tour |
| Température de condensation (R-410A) | 35-42°C | Affecte le travail du compresseur |
| Pression de condensation (R-410A) | 18-26 barres | Plus élevé = plus de travail du compresseur |
| Amélioration du COP du système | 15 à 25 % par rapport au refroidissement par air | Dans des conditions ambiantes typiques |
Parce que l’eau transfère la chaleur beaucoup plus efficacement que l’air :
- Les températures de condensation restent plus basses (généralement 35 à 42 °C contre 45 à 55 °C pour les systèmes refroidis par air)
- La pression de refoulement du compresseur diminue (taux de compression inférieur = moins de travail)
- Le COP du système s'améliore (généralement 4,5 à 6,5 contre. 3,0–4,5)
- Les fluctuations de température sont réduites (la masse thermique du bassin de la tour assure un rôle tampon)
- Le facteur d’encrassement du condenseur peut être géré grâce au traitement de l’eau
Ceci est particulièrement utile pour les lignes de galvanoplastie et de gravure où de grands volumes de bain chimique (généralement 500 à 2 000 litres) nécessitent des conditions thermiques extrêmement stables. La constante de temps thermique des grands réservoirs peut dépasser 30 minutes, ce qui signifie qu'une performance de refroidissement lente mais régulière est essentielle.
Dans les usines de PCB fonctionnant en continu, en particulier au-dessus d'une demande de refroidissement de 150 kW, les systèmes refroidis par eau offrent généralement une meilleure efficacité opérationnelle à long terme avec des périodes d'amortissement typiques de 2 à 4 ans par rapport aux alternatives refroidies par air.
Refroidisseurs refroidis par air pour la production de PCB flexibles
Les refroidisseurs à air sont couramment utilisés dans :
- Installations de production de prototypes de PCB
- Petites lignes de fabrication (charge thermique <50 kW)
- Perceuses CNC autonomes
- Environnements de laboratoire et de R&D
- Zones de refroidissement décentralisées
- Installations sans infrastructure de services publics centralisée
Leur principal avantage est une installation simplifiée :
- Aucune tour de refroidissement ou boucle d'eau de condenseur requise
- Coûts d’infrastructure réduits de 30 à 50 %
- Temps d'installation réduit de 40 à 60 %
- L'aménagement de l'usine devient plus flexible
- Aucun produit chimique ou équipement de traitement de l’eau n’est nécessaire
Cependant, les systèmes refroidis par air sont fortement affectés par la température ambiante. La relation entre la capacité de refroidissement et la capacité de refroidissement est d'environ :
Capacitéréel = Capacitéévalué × (1 – k × (Tavec – T.réf))Où k ≈ 0,03–0,05 par °C au-dessus de la température de référence (généralement 35°C)
Lorsque les températures extérieures dépassent les conditions de conception :
- Le différentiel de température du serpentin du condenseur (ΔT) diminue, réduisant ainsi le rejet de chaleur
- La pression de refoulement du compresseur augmente (peut dépasser les limites de sécurité à des températures extrêmes)
- La capacité de refroidissement diminue (généralement 10 à 15 % à 40 °C, 20 à 30 % à 45 °C)
- La stabilité de la température se détériore en raison des performances variables du compresseur
- Un court-cycle du compresseur peut se produire sous des charges thermiques élevées
C'est pourquoi les systèmes refroidis par air sont généralement recommandés pour les charges thermiques plus faibles (<50 kW), les installations dotées d'une ventilation adéquate ou les climats avec des températures estivales douces (ambiance ambiante généralement <35°C).
Refroidissement de précision pour la production HDI et de PCB haute fréquence
À mesure que la technologie des PCB évolue vers des applications avancées, les exigences en matière de stabilité de la température deviennent considérablement plus strictes :
- Structures IDH: Densités de microvias supérieures à 100 vias/cm²
- Cartes de communication haute fréquence: Fréquences de fonctionnement >28 GHz
- Electronique automobile: Exigences de fiabilité de -40°C à +125°C
- Substrats de serveur IA: Densités thermiques >50 W/cm²
- Cartes d'emballage pour semi-conducteurs: Tolérances d'enregistrement inférieures à 10 μm
Pour les matériaux PCB haute fréquence (par exemple, Rogers RO4003C, Panasonic Megtron 6), les propriétés diélectriques sont sensibles à la température :
| Propriété matérielle | Coefficient de température | Impact à ±1°C Déviation |
| Constante diélectrique (Dk) | ±30 à ±50 ppm/°C | Variation d'impédance : 0,03 à 0,05 % |
| Facteur de dissipation (Df) | Variable | Variation de perte de signal : 2 à 5 % |
| CTE (plan XY) | 12 à 18 ppm/°C | Changement dimensionnel : 0,0012 à 0,0018 % |
Même de petits changements thermiques peuvent affecter :
- Impédance du signal: La tolérance d'impédance cible de ±5 % nécessite une stabilité de ±0,5°C
- Perte de transmission: La variation Df affecte la perte d'insertion aux hautes fréquences
- Alignement des calques: La dilatation thermique contribue aux erreurs de repérage couche à couche
- Stabilité dimensionnelle du matériau: Changements de longueur de 2 à 5 μm par mètre et par °C
Dans la fabrication avancée de PCB, les exigences de stabilité de la température atteignent :
ΔTstabilité = ±0,1°C à ±0,3°C (pour emballage HDI/semi-conducteur)
ΔTspatial = <1,0°C sur la surface de travail de l'équipement
ΔTréponse = <5 secondes à 90 % du changement de point de consigne
Atteindre ce niveau de précision nécessite une architecture de gestion thermique multicouche :
| Couche système | Fonction | Contrôle de la température | Temps de réponse |
|---|---|---|---|
| Refroidisseur primaire | Capacité de refroidissement de base | ±1,0°C (norme industrielle) | 60 à 120 secondes |
| Boucle de précision secondaire | Réglage fin de la température | ±0,1 °C | 10 à 30 secondes |
| Refroidissement des équipements locaux | Stabilisation thermique finale | ±0,05°C | <5 secondes |
| Système de contrôle intelligent | Compensation dynamique en temps réel | Feedforward + feedback | Continu |
Les systèmes haut de gamme mettent également l'accent sur une faible inertie thermique, ce qui signifie que le système de refroidissement doit réagir rapidement aux changements soudains de charge du processus. Les principales caractéristiques de conception comprennent :
- Charge minimale de réfrigérant: Réduit les délais de changement de phase
- Détendeurs électroniques: Dosage précis du réfrigérant (±0,5% précision)
- Contrôle de température PID: Action dérivée pour anticiper les changements de charge
- Architecture de contrôle en cascade: Point de consigne de la boucle primaire ajusté en fonction de la demande de la boucle secondaire
Systèmes de contrôle et gestion thermique dynamique
Les systèmes de refroidissement de PCB modernes s'appuient sur des architectures de contrôle sophistiquées pour maintenir la stabilité thermique sous différentes charges.

Fondamentaux du contrôle PID
L'algorithme de contrôle PID (Proportionnel-Intégral-Dérivé) standard pour la régulation de la température :
u(t) = Kp × e(t) + Kje × ∫e(t)dt + Kd × de(t)/dtOù :
•Kp = Gain proportionnel (détermine la vitesse de réponse)
•Kje = Gain intégral (élimine l'erreur en régime permanent)
•Kd = Gain dérivé (amortit les oscillations)
• e(t) = Erreur = Consigne – Valeur mesurée
Paramètres de réglage typiques pour le contrôle du refroidisseur PCB :
| Paramètre | Gamme typique | But |
|---|---|---|
| Bande proportionnelle | 00,5 à 2,0 °C | Détermine la sensibilité du contrôle |
| Temps intégral | 30 à 120 secondes | Élimine le décalage, affecte le temps de récupération |
| Temps dérivé | 0–30 secondes | Réduit les dépassements, amortit les oscillations |
| Temps de cycle | 2 à 10 secondes | Pour la commutation de sortie numérique |
Stratégies de contrôle avancées
- Contrôle adaptatif: Ajuste automatiquement les paramètres PID en fonction des conditions de fonctionnement et des changements de charge
- Contrôle anticipatif : utilise les signaux de charge mesurés (par exemple, la puissance du laser, la vitesse de la broche) pour anticiper la demande thermique
- Contrôle en cascade: La boucle primaire contrôle la pression de condensation ; la boucle secondaire contrôle la température du processus
- Contrôle de logique floue: Gère les non-linéarités et offre des performances robustes sur toute la plage de fonctionnement
- Optimisation de l'apprentissage automatique: Analyse les données historiques pour prédire les consignes optimales et anticiper les perturbations
Considérations sur l'efficacité énergétique dans le refroidissement des PCB
Les systèmes de refroidissement représentent souvent 15 à 30 % de la consommation totale d’énergie dans les usines de PCB, ce qui rend l'optimisation de l'efficacité économiquement significative.
Technologies d'optimisation énergétique
| Technologie | Mécanisme | Économies d'énergie typiques | Période de retour sur investissement |
|---|---|---|---|
| Entraînement à fréquence variable (VFD) | Adapte la vitesse du compresseur à la demande de refroidissement | 20 à 40 % à charge partielle | 2 à 3 ans |
| Pression de condensation flottante | Ajuste le point de consigne de condensation en fonction de la température ambiante | 5 à 15 % de façon saisonnière | 1 à 2 ans |
| Adaptation intelligente des charges | Allocation prédictive de capacité entre les refroidisseurs | 10 à 25 % | 2 à 4 ans |
| Pompage à débit variable | Adapte la vitesse de la pompe à la demande du système | 30 à 50 % à charge partielle | 2 à 3 ans |
| Récupération de chaleur | Capte la chaleur perdue pour une utilisation dans les installations | 10 à 30 % de la charge de chauffage | 3 à 5 ans |
| Contrôle à plusieurs étapes | Optimise l'étagement du compresseur | 5 à 10 % | 1 à 2 ans |
Mesures de performance énergétique
| KPI | Définition | Valeur typique |
| COP (Coefficient de Performance) | Capacité frigorifique / Puissance du compresseur | 3,5 à 6,0 |
| IPLV (valeur de charge partielle intégrée) | Efficacité moyenne pondérée à diverses charges | 4,0 à 6,5 kW/tonne |
| Rapport kW/tonne | Consommation d'énergie par tonne de réfrigération | 00,5 à 0,9 kW/tonne |
| Efficacité du refroidisseur (EER) | Unités thermiques britanniques par wattheure | 12 à 20 BTU/Wh |
Dans les usines de circuits imprimés à grande échelle fonctionnant 24h/24 et 7j/7, l'optimisation de l'efficacité du refroidissement grâce aux mesures ci-dessus peut réduire les coûts opérationnels de 50 000 $ à 200 000 $ par an pour 100 kW de puissance frigorifique.
Stratégie de refroidissement au niveau du système dans les usines de PCB modernes
Les usines de PCB modernes s'appuient rarement sur un seul système de refroidissement. Au lieu de cela, ils utilisent des architectures de gestion thermique en couches qui répondent aux diverses exigences thermiques de l'installation.
Architecture centralisée ou distribuée
| Architecture | Avantages | Désavantages | Idéal pour |
|---|---|---|---|
| Centralisé (grande usine centrale) | Efficacité accrue, maintenance plus facile, meilleure redondance | Coût initial plus élevé, tuyauterie complexe, risque de défaillance unique | Grandes installations (>50 000 m²) |
| Distribué (refroidisseurs à unités multiples) | Installation plus simple, extension plus facile, isolation des défauts | Charge de maintenance plus élevée, moins efficace dans l’ensemble | Installations petites et moyennes, aménagements flexibles |
| Hybride (Central + Dédié) | Équilibre optimal entre efficacité et flexibilité | Intégration de contrôle plus complexe | Usines de PCB les plus modernes |
Configuration système typique
- Stations de refroidissement centralisées : Fournir une charge d'usine de base (50 à 70 % de la capacité totale), fonctionnant à des points de consigne optimisés
- Refroidisseurs de précision dédiés: Servir les équipements critiques (galvanoplastie, perçage laser) avec un contrôle plus strict de la température
- Zones de température séparées: Boucles indépendantes pour les procédés humides (galvanoplastie, gravure) et secs (perçage, AOI)
- Systèmes de redondance de sauvegarde: Redondance N+1 ou 2N pour les lignes de production critiques (généralement 10 à 20 % de capacité excédentaire)
- Boucles de récupération de chaleur: Capter la chaleur perdue pour le chauffage des bâtiments ou l'eau chaude sanitaire
Stratégies de refroidissement spécifiques au processus
- Lignes de galvanoplastie: Privilégier la stabilité chimique en température (±0,2°C). Une masse thermique importante nécessite un contrôle lent et régulier avec un minimum de cycles. Le contrôle de la pompe de recirculation est essentiel pour une distribution uniforme du débit.
- Perçage CNC: Concentrez-vous sur le contrôle dimensionnel à la pointe du foret. Refroidissement individuel des broches avec circuits de flux dédiés. Surveillance de la température en temps réel à l’interface outil-pièce.
- Systèmes AOI: Nécessite une stabilité optique. La température d'éclairage affecte la colorimétrie et le contraste. Le contrôle de la chambre climatique peut compléter le refroidissement du refroidisseur.
- Systèmes de perçage laser: Nécessite un refroidissement localisé de haute précision pour l'optique (souvent <±0,1°C). Circuits de refroidissement séparés pour la source laser et le train optique. Échangeurs de chaleur à réponse rapide pour éviter les lentilles thermiques.
- Presses à plastifier: Contrôle de la température de zone sur la surface du plateau. Plusieurs zones de chauffage/refroidissement contrôlées indépendamment. Mitigeurs thermostatiques intégrés.
Étant donné que différents processus se comportent différemment sur le plan thermique, la conception du refroidissement des PCB doit être abordée d'un point de vue perspective d'ingénierie système plutôt qu'une simple sélection d'équipement. Cela comprend :
- Cartographie des charges thermiques dans toute l'installation
- Analyse du réseau hydraulique pour la répartition des débits
- Simulation dynamique des interactions thermiques
- Intégration de la stratégie de contrôle dans tous les sous-systèmes
Meilleures pratiques de maintenance et d’exploitation
Les performances durables du système de refroidissement nécessitent des pratiques de maintenance proactives :
| Tâche de maintenance | Fréquence | Impact de la négligence |
|---|---|---|
| Analyse et traitement de la qualité de l'eau | Mensuel | Accumulation de tartre, croissance microbiologique, corrosion |
| Nettoyage du serpentin du condenseur (refroidi par air) | Trimestriel | Perte de capacité de 5 à 15 % par an |
| Traitement de l'eau des tours de refroidissement | Analyse continue + mensuelle | Risque de tartre, de corrosion, de légionelle |
| Inspection des fuites de réfrigérant | Trimestriel | Perte de capacité, impact environnemental |
| Analyse de l'huile du compresseur | 6 à 12 mois | Détection précoce de l'usure |
| Étalonnage du système de contrôle | Annuel | Dérive de température, instabilité |
| Inspection des pompes et des vannes | 6 mois | Instabilité du débit, déséquilibre du système |
Conclusion
La meilleure solution de refroidissement pour la fabrication de PCB dépend des caractéristiques du processus, de l'échelle de production et des exigences de précision.
Les refroidisseurs refroidis par eau offrent une excellente stabilité thermique (généralement ±0,1–0,3 °C) et une efficacité énergétique supérieure (COP 4,5 à 6,5) pour les grandes usines de PCB à production continue. Ils sont optimaux pour les installations avec >150 kW de demande de refroidissement fonctionnant 24h/24 et 7j/7, en particulier ceux spécialisés dans la galvanoplastie de précision et la fabrication HDI.
Refroidisseurs refroidis à l’air offrent une installation flexible, des coûts d'infrastructure réduits et une maintenance plus simple pour les applications plus petites ou décentralisées. Ils conviennent mieux aux installations avec Charge thermique <50 kW, des conditions climatiques douces ou des exigences de changements fréquents de configuration.
Systèmes de refroidissement de précision sont essentiels pour la fabrication de circuits imprimés HDI, haute fréquence et pour emballages de semi-conducteurs, où les fluctuations thermiques affectent directement les performances électriques et la précision dimensionnelle. Celles-ci nécessitent des architectures de contrôle à plusieurs niveaux pour atteindre ±0,1°C ou plus stabilité de la température.
En fin de compte, le refroidissement des PCB ne consiste pas simplement à éliminer la chaleur. Il s’agit de maintenir une stabilité thermique à long terme dans des environnements de production complexes et en constante évolution grâce à :
- Architecture système appropriée adapté aux exigences du processus
- Sélection des composants donner la priorité à la fiabilité et à l’efficacité
- Stratégies de contrôle avancées pour une gestion dynamique des charges
- Maintenance proactive pour pérenniser la performance dans le temps
Un système de refroidissement correctement conçu améliore :
- Cohérence du produit: Variation dimensionnelle et électrique réduite
- Taux de rendement: Moins de défauts liés à la chaleur
- Durée de vie de l'équipement: Réduction des contraintes thermiques sur les composants
- Efficacité de la production: Réduction des reprises et des temps d'arrêt
- Performance énergétique: Coûts opérationnels réduits
À mesure que la technologie des PCB continue d'évoluer vers une plus grande précision (caractéristiques inférieures à 10 μm), une densité plus élevée (> 20 couches, > 500 E/S) et des fréquences plus élevées (> 70 GHz), les systèmes de refroidissement industriels joueront un rôle de plus en plus critique dans la stabilité de la fabrication et la fiabilité des produits. Le système de gestion thermique doit être considéré comme un élément clé du processus, et non comme une simple infrastructure auxiliaire.