
飲料製造において、温度制御は製品の品質、風味の一貫性、炭酸の安定性、微生物の安全性、生産効率に直接影響します。ボトル入りウォーター、炭酸ソフトドリンク、フルーツジュース、乳飲料、エネルギードリンク、またはノンアルコール機能性飲料のいずれを製造する場合でも、生産サイクル全体を通じて安定したプロセス温度を維持することが不可欠です。基本的に、温度が低下すると、バッチ全体が危険にさらされる可能性があります。
標準的な産業用冷却アプリケーションとは異なり、飲料製造には以下を組み合わせた冷却システムが必要です。
- 安定した温度制御(ほとんどの場合±0.5℃以上)
- 規制基準を満たす食品グレードの衛生的なデザイン
- 24時間365日の連続稼働能力
- エネルギー効率の高いパフォーマンスで運用コストを削減
- 既存の生産ラインとの信頼性の高いプロセス統合
現代の飲料工場では、産業用チラーは隅に置かれている単なる補助冷却装置ではなく、生産プロセス自体の一部として組み込まれています。
飲料製造において冷却が重要な理由

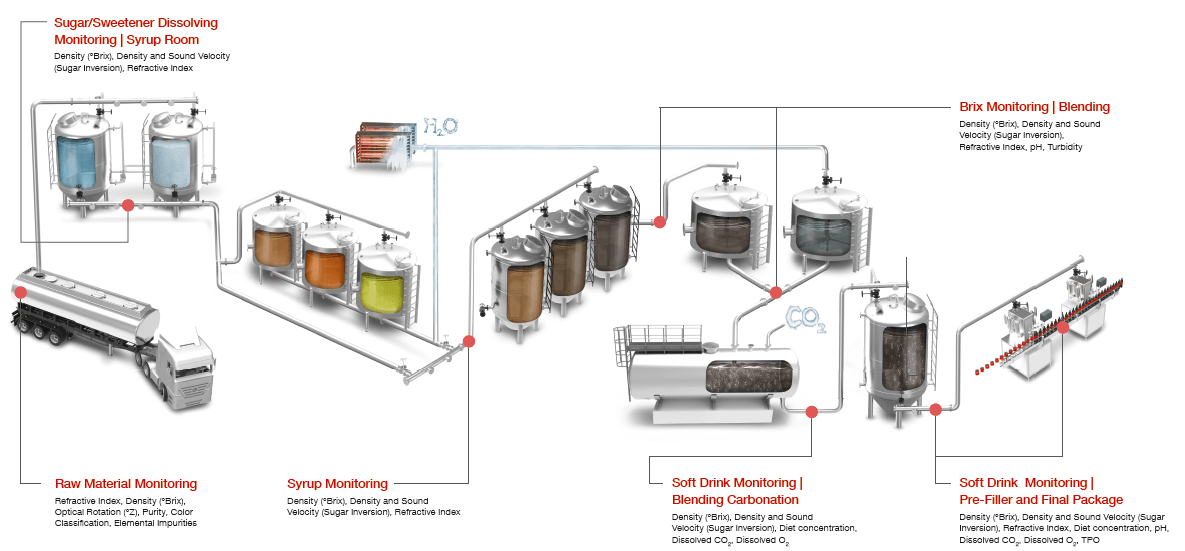
熱は、原料の混合、低温殺菌、発酵、炭酸化、充填、CIP 洗浄システムなどの複数の段階で飲料製造に導入されます。各段階にはいわば独自の熱特性があり、冷却が不安定になると製品の一貫性と安全性が直接損なわれる可能性があります。
一般的な温度関連の問題
ここからが問題になります。冷却が適切に行われていない場合:
- 炭酸化システム: 液体が温かいと CO₂ の溶解度が低下します。つまり、フラットな飲み物と一貫性のない炭酸レベルが発生し、顧客は間違いなく気に入らないことになります。
- 乳飲料:温度が高すぎるとタンパク質の分解が促進され、賞味期限が切れる前に不快な「悪くなった」味が発生する可能性があります
- ジュース加工: 冷却が不安定だと、酸化と風味の損失が増加する可能性があります。基本的に、新鮮な風味が必要以上に早く失われてしまいます。
- 殺菌: 後冷却が不十分だと微生物のリスクが高まる可能性があり、これは誰も扱いたくない安全上の問題です
プロセス温度の安定性: ±0.5℃
一部の発酵または炭酸化アプリケーションでは、±0.2°C までのより厳密な制御が必要な場合があります。
飲料製造における主な冷却プロセス
飲料の製造には、通常、いくつかの独立しているが相互に接続された冷却ステージが含まれます。これは、各ダンサーが自分の目標を達成する必要がある、よく振り付けられたダンスのようなものです。
プロセス冷却の概要
| 生産段階 | 主な熱要件 | 冷却の目的 |
|---|---|---|
| 成分の混合 | 温度の安定化 | 配合の一貫性を維持する |
| 低温殺菌 冷却 | 急速な熱除去 | 微生物の増殖を防ぐ |
| 発酵 | 継続的な除熱 | 酵母の活性を安定させる |
| 炭酸化 | 精密な低温制御 | CO₂溶解度の向上 |
| 充填ライン | 装置の温度安定性 | 生産の継続性を維持する |
| CIPシステム | サーマルサイクリングのサポート | 洗浄効率 |
各ステージは熱的に異なる動作をするため、飲料冷却システムは通常次のように設計されています。 マルチゾーン熱管理システム 画一的な単一点冷却ソリューションではなく、
低温殺菌後の冷却
最も重要な冷却段階の 1 つは、低温殺菌または熱処理の直後に行われます。ここは迅速に行動する必要があります。トレーニング後のクールダウンのようなものだと考えてください。
加熱後、飲料は次の状態になるまで急速に冷却する必要があります。
- 残留する微生物の活動を防ぐ
- 繊細なフレーバー化合物を保護する
- 味を損ねる酸化を抑える
- 下流処理の準備を整える
冷却が遅すぎると、保存安定性の低下、製品の味の低下、栄養特性の損失、工程衛生上の問題などの問題が発生します。誰もそれを望んでいません。
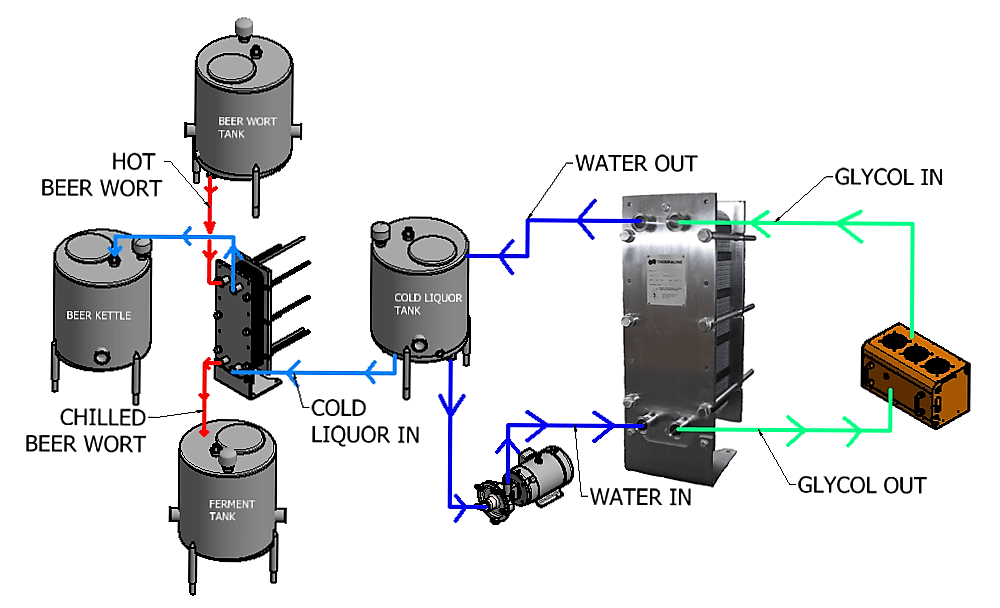
産業用チラーと組み合わせたプレート式熱交換器は、高速な熱伝達、コンパクトな構造、安定した出口温度、衛生的な操作を実現するため、ここでの頼りになるソリューションです。チェックする必要があるすべての項目を備えています。
発酵冷却システム

発酵では、酵母が糖をアルコールまたはその他の副産物に変換するため、継続的に代謝熱が発生します。これは発熱プロセスであるため、適切に冷却しないと、すぐに手に負えなくなる可能性があります。
適切に冷却しないと:
- 発酵温度が上がり始める
- 酵母の活動が不安定になり、予測不能になる
- 異臭が発生する可能性があります - 決して求めていた味ではありません
- 製品の一貫性が失われる
一般的な発酵温度要件
| 飲み物の種類 | 典型的な発酵温度 | 安定性が必要 |
|---|---|---|
| ビール(エール) | 18~22℃ | ±0.5℃ |
| ビール(ラガー) | 8~12℃ | ±0.3℃ |
| コンブチャ | 22~30℃ | ±1.0℃ |
| 機能性発酵飲料 | 20~28℃ | ±0.5℃ |
| 乳製品発酵(ヨーグルト) | 35~45℃ | ±0.5℃ |
典型的な代謝熱: 10⁹ セル/L あたり 70 ~ 120 W
100HLの発酵タンクで生成できるのは、 50~100kW 発酵活動のピーク時の熱。
産業用チラーは、冷却されたグリコールまたは水をジャケット付きタンク、プレート熱交換器、および外部冷却ループを通して循環させることにより、安定した発酵条件を維持します。発酵用途では、 多くの場合、最大冷却能力よりも温度安定性の方が重要です—安定した状態が必要ですが、必ずしも極度に冷たい必要はありません。
炭酸化と CO₂ 溶解度の制御
ガスの溶解度は温度によって直接変化するため、炭酸化システムは非常に温度に敏感です。これはヘンリーの法則によって支配されており、完璧なシュワシュワ感を得るには非常に重要です。
C = kH × P
ここで: C = 溶存ガス濃度、kH = ヘンリー定数、P = 分圧CO₂ の溶解度は約減少します。 1℃上昇ごとに 3 ~ 4% 液温で。
液体の温度が上昇すると、次のようになります。
- CO₂ の溶解効率は低くなります。基本的には物理学と戦うことになります。
- バッチ間で炭酸濃度が低下する
- 充填中に泡の発生が増加し、廃棄物や頭痛の原因となる
温度とガス溶解度の関係は、ソフトドリンク、発泡飲料、機能性炭酸飲料の製造において特に重要です。炭酸化中は飲料の温度を低く保つことで、効率が向上し、CO₂ 消費量が削減され、品質と収益につながります。
飲料工場における産業用チラーの仕組み
産業用チラーは、閉ループ冷凍システムを通じて熱を除去します。基本的な考え方は非常に単純です。プロセスから熱を吸収し、それを別の場所で拒否し、これを繰り返します。
通常、システムには次のものが含まれます。
- コンプレッサー:冷凍サイクルを駆動するシステムの心臓部
- コンデンサー: 熱が環境 (空気または水) に放出される場所
- 膨張弁: 蒸発器への冷媒の流れを制御します。
- エバポレーター: 冷水またはグリコール溶液から熱を吸収します。
- 循環ポンプ:温度管理された流体を生産設備に供給
- インテリジェント制御システム: すべてをスムーズかつ正確に実行し続けます
飲料製造における一般的な冷却媒体
冷却液の比較
| 冷却媒体 | 温度範囲 | 利点 | 代表的な用途 |
|---|---|---|---|
| 冷水 | 5~15℃ | 高い熱伝達効率、低コスト | 一般的な飲料の冷却 |
| 水-グリコール混合物 (20%) | -5~10℃ | 凍結防止、安定した粘度 | 低温発酵 |
| 食品グレードのグリコール (30 ~ 40%) | -15~5℃ | 食品環境にも安全、不凍液にも対応 | 飲料プロセスの冷却 |
| 二次ブラインシステム | -20~0℃ | 非常に安定した低温 | 特殊な極低温アプリケーション |
グリコールベースのシステムは、凍結を防止し(冬の屋外タンクには必須)、低温安定性を向上させ、流れの問題を起こさずに長い配管システムをサポートし、季節的な運転リスクを軽減するため、飲料工場で広く使用されています。基本的に、一年中安心感を与えてくれます。
水冷式と空冷式の飲料冷却装置
飲料工場で使用される工業用チラーには、通常、水冷式と空冷式の 2 種類があります。それぞれの設定に応じて適切な場所があります。
比較表
| アイテム | 水冷チラー | 空冷チラー |
|---|---|---|
| エネルギー効率 (COP) | 4.0~6.0(より高い) | 3.0 ~ 4.5 (中程度) |
| 温度安定性 | 優れた (±0.1 ~ 0.3 °C) | 良好 (±0.3~0.5℃) |
| インストールの複雑さ | より高い(冷却塔が必要) | 下段(プラグアンドプレイ) |
| 周囲温度感度 | 低 (10°C あたり 2 ~ 3%) | 高 (10°C あたり 5 ~ 8%) |
| 長期的な運用コスト | 低い | 高温条件ではより高い |
| 最優秀アプリケーション | 大規模な連続生産 | 中小規模の施設 |
大規模な飲料工場の水冷チラー
大規模な瓶詰め工場や集中飲料製造施設では、熱安定性が高く、凝縮温度が低く、運用効率が高く、24 時間年中無休の信頼性が向上するため、通常、水冷チラーが好まれます。
水は空気に比べて熱伝導率 (~0.6 W/m・K) と熱容量 (~4.18 kJ/kg・K) が大幅に高いため、熱除去が速く、コンプレッサーの吐出圧力が低くなり、負荷変動下でもより安定した動作が可能になります。これは、プールでクールダウンするのと、熱気の中でクールダウンするのとの違いと考えてください。
水冷システムは以下の用途に特に適しています。
- 連続発熱発酵設備
- 複数ラインの瓶詰め工場が 24 時間稼働
- 正確な制御を必要とする大規模な炭酸化システム
- 連続殺菌ライン
柔軟な飲料製造のための空冷チラー
空冷チラーは小規模事業の主力製品です。それらは一般的に次の場所で見つかります。
- 中程度の冷却が必要な小規模の飲料工場
- 新製品開発のためのパイロット生産ライン
- クラフト飲料の製造(醸造所、サイダリーなど)
- 分散型冷却アプリケーション
利点としては、設置が簡単、インフラストラクチャのコストが低い、メンテナンスが簡素化され、冷却塔が不要であることが挙げられます。基本的に、複雑さが軽減され、セットアップが迅速になります。
ただし、性能は周囲温度に依存します。暑い気候では:
- 凝縮温度が上昇する
- コンプレッサーはもっと頑張らなければなりません
- エネルギー効率が低下する
- 冷却安定性が損なわれる可能性がある
このため、空冷システムは通常、中程度の冷却負荷や、柔軟な生産スケジュールを持つ施設、つまり屋外の天候に関係なく、容赦なく一貫したパフォーマンスを必要としない場所に推奨されます。
飲料冷却システムの衛生設計要件
食品および飲料用途には、一般的な工業用冷却よりも厳しい衛生基準が必要です。これは任意ではありません。規制されており、正当な理由があります。
一般的な衛生設計の特徴
| 特徴 | 仕様 | 目的 |
|---|---|---|
| ステンレス鋼316L | 製品接触面用 | 腐食と汚染を防ぐ |
| クローズドループ設計 | 環境への暴露なし | クーラントの清浄度を保護する |
| 食品グレードのグリコール | FDA準拠の製剤 | 製品ライン近くでの安全な操作 |
| CIP対応配管 | サニタリー継手、デッドレッグなし | 清掃手順を簡素化する |
| 滑らかな内面 | Ra < 0.8 μm (衛生基準) | 細菌増殖のリスクを軽減 |
これらの設計要素は、食品の安全性を維持し、規制要件を満たし、生産の信頼性を維持するのに役立ちます。衛生的なデザインをケチることは、ほとんど報われないギャンブルです。
飲料製造における精密な温度制御
現代の飲料製造では、多くの場合、複数のプロセス ゾーンにわたって安定した熱制御を同時に必要とします。これは、各セクションが正確なタイミングで演奏する必要があるオーケストラの指揮に似ています。
さまざまなシステムでは、低温発酵冷却、適度な炭酸化冷却、低温殺菌後の急速冷却、および安定した充填ラインの動作をすべて同時に必要とする場合があります。
動的な負荷条件下で安定した制御を実現するために、最新のチラーは一般的に次のものを使用します。
- インバーターコンプレッサー:オンとオフを繰り返すのではなく、容量をスムーズに調整します
- 電子膨張弁: 一貫したパフォーマンスを実現する正確な冷媒計量
- 可変周波数ポンプ: フローを実際の需要に合わせる
- マルチゾーンPID制御システム: 各生産ゾーンの独立した温度制御
これらのテクノロジーは、飲料品質問題の四騎士である温度のオーバーシュート、熱振動、エネルギーの無駄、製品の不均一性を最小限に抑えるのに役立ちます。
飲料冷却システムのエネルギー効率
冷却システムは飲料工場で最も多くのエネルギーを消費することが多く、施設の総エネルギー使用量の 20 ~ 40% を占めることもあります。 Getting this right matters—a lot.
エネルギー最適化技術
| テクノロジー | 一般的なエネルギー節約 | 主なメリット |
|---|---|---|
| インバーターコンプレッサー | 部分負荷時 20 ~ 35% | 部分負荷消費電力の削減 |
| スマートポンプ制御 | 30 ~ 50% のポンプエネルギー | 油圧効率の向上 |
| 熱回収 | 光熱費の10~30% | 廃熱を施設暖房に再利用 |
| 適応制御ロジック | 全体の 5 ~ 15% | より優れた負荷応答と安定性 |
| 高効率熱交換器 | 5~10% | エネルギー損失が少なく、熱伝達が速い |
継続的に稼働している大規模な飲料施設では、エネルギーの最適化によって運用コストが大幅に削減され、多くの場合、システムのアップグレード費用は 2 ~ 3 年以内に支払われます。
飲料工場の集中冷却システム
最新の飲料工場のほとんどは集中冷却アーキテクチャを使用しています。小さなユニットをあちこちに分散させるのではなく、施設全体にサービスを提供する 1 つの強力な冷却プラントがあると考えてください。
中央冷却プラントは、冷却された流体を発酵タンク、炭酸化システム、充填ライン、低温殺菌システム、および包装機器にすべて 1 つの効率的なハブから供給します。
集中冷却の利点には、規模によるエネルギー効率の向上、すべてが 1 か所にあるためメンテナンスが容易であること、成長が必要な場合の柔軟な容量拡張、生産ゾーン全体でのプロセス調整の改善などが挙げられます。異なる生産ゾーンは、独立した制御ループを通じて異なる温度設定値で同時に動作することもでき、競合や妥協はありません。
結論
産業用冷却装置は飲料製造の重要な部分であり、製品の品質、風味の一貫性、微生物の安全性、生産効率に直接影響します。 Getting the cooling right isn’t optional;それは飲料事業を成功させるための基本です。
水冷チラー 大規模な連続生産飲料プラントに優れた効率と熱安定性を提供します。24 時間年中無休で稼働している大手の瓶詰め施設を考えてみましょう。 空冷システム クラフトビール醸造所、地域の乳製品製造所などの小規模な施設や分散型生産ラインに対して、より簡単な設置と柔軟な運用を提供します。
さらに重要なことは、飲料の冷却は単に熱を除去することではないということです。原料の混合からボトルへの充填、その後のタンクの洗浄まで、製造のあらゆる段階を通じて安定した熱状態を維持する精密なプロセス制御機能です。
飲料製造が自動化の高度化、品質基準の厳格化、エネルギー効率の向上に向けて進み続ける中、産業用冷却装置は信頼性が高く一貫した飲料製造システムの重要な部分であり続けるでしょう。テクノロジーは進化し続けており、品質への要求は高まり続けています。これは方程式として機能します。