
Die Spritzgussmaschine, auch als Kunststoffspritzmaschine bekannt, wird häufig zur Herstellung aller Arten von Kunststoffwerkzeugen verwendet.
Spritzgießkühler ist für eine Kunststoffspritzmaschine sehr wichtig. Die Steigerung der Produktivität Ihrer Spritzgießmaschine kann ein kniffliges Thema sein.
Wenn Sie die Form zu schnell füllen und abkühlen, kann die Qualität des Produkts stark beeinträchtigt werden.
Wenn Sie zu langsam füllen und kühlen, steigen die Produktionskosten.
Der Schlüssel hier ist die Maximierung des Durchsatzes – ein geeigneter Spritzgießkühler ist unerlässlich.
1. So wählen Sie die Größe des Spritzgusskühlers aus
Tatsächlich können wir eine Form als einen Wärmetauscher betrachten, bei dem Wärme vom geschmolzenen Kunststoff auf die Form übertragen wird, dann auf ein Kühlmittel (gekühltes Wasser), das ständig zirkuliert, wobei nur ein kleiner Prozentsatz in die Luft eintritt und der Aufspannplatte der Spritzgießmaschine.
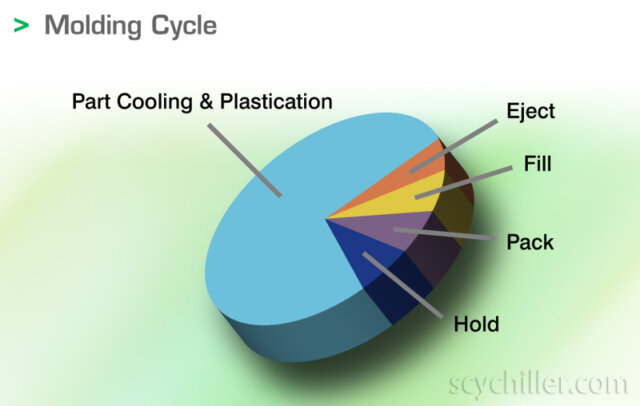
Wie wir alle wissen, wird ein erheblicher Teil des Kunststoff-Spritzgusszyklus der Kühlung gewidmet, die manchmal mehr als 80 % des Kunststoff-Spritzgusszyklus ausmacht, daher ist es absolut notwendig, die Kühlzeit auf ein Minimum zu beschränken.
Beispielsweise kann ein Formzyklus von 20 Sekunden auf 16 Sekunden reduziert werden, wenn das Wasser aus dem ursprünglichen Kühlturm durch gekühltes Wasser aus einem Wasserkühler ersetzt wird.
Obwohl die Option, den Kühler auszurüsten, teurer ist, kann sie die Produktion um 20 % steigern, was auf lange Sicht sehr rentabel sein kann.
Also, wie wählen Sie eine Eiswasserenergie aus?
A: Einfache Formel
A. Im Allgemeinen ist für alle 6 Unzen Einspritzvolumen ein 1-PS-Kühler erforderlich, zum Beispiel:
100T (5,5 OZS) × 3 Einheiten
150T (12OZS) × 4 Einheiten
200T (23OZS) × 3 Einheiten
Die erforderliche Kühlergröße ist (5,5 × 3 + 12 × 4 + 23 × 3 )/6 = 22,25, d. h. es wird ein 25-PS-Kühler benötigt. Bei der Verwendung zur Kühlung anderer Geräte ist je nach spezifischem Durchfluss des Kühlwasserkreislaufs zu bestimmen.
B. Oder jede Spritzgießmaschine mit einer Kapazität von 50 Tonnen erfordert 1 PS Kühlleistung (2,5-3 kW).
B: Die erweiterte Formel
q=w × c × △ t × s
• Q ist die erforderliche Kühlleistung kcal / h.
• w ist das Gewicht des Kunststoffmaterials in kg/Std.
• C ist die spezifische Wärmekapazität des Kunststoffmaterials kcal/kg°C.
• Δt ist der Temperaturunterschied zwischen die Materialtemperatur der Schmelze und die Temperatur, bei der das Produkt wird freigegeben aus der Form in °C (siehe Tabelle am Ende).
• S ist ein Sicherheitsfaktor (Nehmen Sie im Allgemeinen 1,35-2,0), wenn eine einzelne Spritzgussmaschine zusammenpasst, können wir einen kleinen Wert wählen, und wenn ein Kühler mit mehreren Formen zusammenpasst, können wir einen großen Wert wählen.
Zum Beispiel: ein Paar Formen zur Herstellung von PP-Produkten, die stündliche Produktionskapazität beträgt 50kg, welche Kühlleistung wird benötigt?
q = 50 × 0,48 × 200 × 1,35 = 6480 (kcal/h)
Jede Stunde brauchen die Formen 6480 kcal/h Kühlleistung können wir einen Kühler mit einer Kühlleistung von mehr als 6480 kcal/h wählen.
Bei der eigentlichen Auswahl von Kältemaschinen ist es schwierig, vollständige Daten zu erhalten. Nach unserer langjährigen Erfahrung △t = 200℃, es ist ein Durchschnittswert vieler gängiger Kunststoffprodukte.
Wenn die Form einen Heißgummikanal hat, sollte auch die Energie des Heißgummikanals bei der Berechnung der Kühlkapazität berücksichtigt werden.
Die Wärmeeinheit des heißen Gummikanals ist normalerweise kw, also sollte die Berechnung umgewandelt werden in kcal / Std. (1kw = 860kcal/h)
(Luftgekühlte Kühler werden am häufigsten für Spritzgießmaschinen verwendet, lernen der Unterschied zwischen luftgekühlter und wassergekühlter Kältemaschine.)
2. Temperaturdifferenz des gekühlten Wassers und die Durchflussrate des gekühlten Wassers
Die Temperatur des Kühlmediums (Kaltwasser) für Formen wird im Allgemeinen durch die Materialart und die Form des Produkts beeinflusst. Wie bei dünnwandigen Bechern aus Polystyrol liegt die Temperatur des für Formen erforderlichen gekühlten Wassers normalerweise unter 0 ° C.
Aber in den meisten anderen Fällen liegt die vom Werkzeug benötigte Kaltwassertemperatur oft über 5 °C.
In vielen Fällen ist ein Temperaturunterschied von 3-5°C ideal, manchmal werden 1-2°C benötigt. Je kleiner der Temperaturunterschied bedeutet, dass zum Abführen der gleichen Wärmemenge ein höherer Durchfluss an gekühltem Wasser erforderlich ist.
Bei einer Temperaturdifferenz von beispielsweise 5°C ergibt sich eine Durchflussrate von 60L/m benötigt, während bei einer Temperaturdifferenz von 2°C eine Durchflussmenge von 150L/m erforderlich.
3. Wasserqualität
Der beste PH Wert für gekühltes Wasser sein sollte 7, PH-Wert größer als 7 wird verursachen Korrosion zur Maschine.
Wenn keine Maßnahmen ergriffen werden, wird der Zunder im Verdampfer und in der Form erzeugt. Diese Schuppen wirken als Isolator und reduzieren in schweren Fällen den Energieumwandlungseffekt um bis zu 30 %.
Dies erfordert natürlich eine Berücksichtigung der Wasseraufbereitung.

Die effektivste Methode ist die Installation eines Enthärters für hartes Wasser im System, der Enthärter kann direkt an die zirkulierende Wasserleitung angeschlossen werden.
Die Kosten für einen normalen Wasserenthärter sind nicht hoch, Sie können ihn leicht auf dem Markt finden.
Einige Entkalkungsmittel können auch regelmäßig in das Kreislaufsystem gegeben werden.
4. Durchflussrate und Druck des gekühlten Wassers
Für allgemeine Spritzgussteile kann ein Kaltwasserdruck von bis zu 0,1 bis 0,2 MPa die Anforderungen erfüllen.
Durchfluss- und Rohrdurchmessertabelle:
| Rohrdurchmesser (Zoll) | 3/8″ | 1/2″ | 3/4″ | 1″ | 1-1/4″ | 1-2/1″ | 2″ | 3" |
| Durchflussrate (L) | 12 | 20 | 35 | 60 | 90 | 130 | 230 | 560 |
5. Isolierung von Kaltwasserleitungen
Kaltwasserleitungen müssen isoliert werden, denn die Rohrisolierung stoppt nicht nur den starken Verlust an Kühlleistung, sondern auch die Bildung von Kondenswasser an der Außenwand der Leitung.
Zum Beispiel: Die Kaltwassertemperatur beträgt 10 ℃, die Umgebungstemperatur 30 ℃, die Wärmestrahlung eines 25 m langen, 25 m² großen Metallrohrs beträgt bis zu 750 kcal / h.
Angehängte Tabelle gemeinsamer Materialeigenschaften
| Material | Einspritztemperatur℃ | Werkzeugtemperatur℃ | Spezifische Wärmekapazität Kcal/kg°C |
| SPORT | 160~310 | 0~70 | 0.55 |
| ESP | 185~250 | 0~60 | 0.35 |
| Nylon | 230 ~ 300 | 25~70 | 0.58 |
| PC | 280~320 | 70~130 | 0.03 |
| PP | 200~280 | 0~80 | 0.48 |
| Abs | 180~260 | 40~80 | 0.4 |
Spritzguss-Animation
Spritzgießen ist die beste Maschinenverität, um die Industrie zu unterstützen. Weil es die beste Art von Kunststoffspritzen ist.
Sehr guter Inhalt, um Informationen über Industriekühler zu erhalten. Danke
Wie wäre es mit David? Ich habe eine Frage.
Gilt die Formel nur, wenn ich die Form kühle? Falls es das Öl so gut kühlt, wie der Kühler berechnen würde.
Grüße…
Hallo Jamie,
Eigentlich kann diese Formel auf jede Flüssigkeit angewendet werden, solange ihre spezifische Wärmekapazität bekannt ist.
Alles Gute
Ich möchte einen Hydraulikölkühler für eine 500-Tonnen-Kunststoffspritzmaschine herstellen