
La máquina de moldeo por inyección, también conocida como máquina de inyección de plástico, se usa ampliamente para producir todo tipo de herramientas de plástico.
Enfriador de moldeo por inyección es muy importante para una máquina de inyección de plástico. Aumentar la productividad de su máquina de moldeo por inyección puede ser un tema complicado.
Si llena y enfría el molde demasiado rápido, la calidad del producto puede verse seriamente afectada.
Si llena y enfría demasiado lentamente, los costos de producción aumentarán.
La clave aquí es maximizar el rendimiento: un enfriador de moldeo por inyección adecuado es vital.
1. Cómo elegir el tamaño del enfriador de moldeo por inyección
De hecho, podemos considerar un molde como un intercambiador de calor, donde el calor se transfiere del plástico fundido al molde, luego se transfiere a un medio de enfriamiento (agua helada) que circula constantemente, con solo un pequeño porcentaje que ingresa al aire y el platina de la máquina de moldeo por inyección.
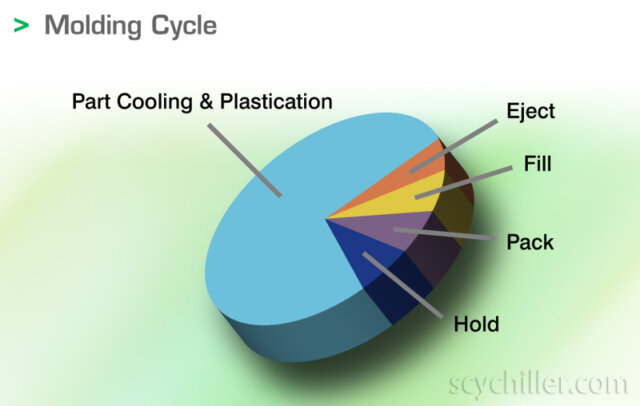
Como todos sabemos, una parte importante del ciclo de moldeo de plástico se dedica al enfriamiento, a veces representa más del 80% del ciclo de moldeo de plástico, por lo que es absolutamente necesario mantener el tiempo de enfriamiento al mínimo.
Por ejemplo, un ciclo de moldeo de 20 segundos se puede reducir a 16 segundos si el agua de la torre de enfriamiento original se reemplaza por agua enfriada de un enfriador de agua.
Si bien la opción de equipar la enfriadora tiene un costo mayor, puede aumentar la producción en un 20%, lo que puede resultar muy rentable a largo plazo.
Entonces, ¿cómo se elige una energía de agua helada?
A: fórmula simple
es muy importante para una máquina de inyección de plástico. Aumentar la productividad de su máquina de moldeo por inyección puede ser un tema complicado.
100T (5.5OZS) × 3 unidades
150T (12OZS) × 4 unidades
200T (23OZS) × 3 unidades
El tamaño de enfriador requerido es (5.5 × 3 + 12 × 4 + 23 × 3) /6=22.25, es decir, se necesita un enfriador de 25HP. Cuando se utiliza para el enfriamiento de otros equipos, dependiendo del flujo específico del ciclo de agua de enfriamiento a determinar.
es muy importante para una máquina de inyección de plástico. Aumentar la productividad de su máquina de moldeo por inyección puede ser un tema complicado.
B: la fórmula avanzada
q = w × c × △ t × s
• q es la capacidad de enfriamiento requerida kcal / h.
• w es el peso del material plástico en kg / h.
• C es la capacidad calorífica específica del material plástico kcal / kg ° C.
• Δt es la diferencia de temperatura entre la temperatura del material fundido y la temperatura a la que el producto es lanzado del molde en ° C (ver tabla al final).
• s es un factor de seguridad (generalmente toma 1.35-2.0), cuando una sola máquina de inyección coincide, podemos elegir un valor pequeño, y cuando un enfriador coincide con varios moldes, podemos elegir un valor grande.
Por ejemplo: un par de moldes para producir productos de PP, la capacidad de producción por hora es 50 kg, ¿qué capacidad de enfriamiento se necesita?
q = 50 × 0,48 × 200 × 1,35 = 6480 (kcal / h)
Cada hora los moldes necesitan 6480 kcal / h capacidad frigorífica, podemos elegir una enfriadora con capacidad frigorífica superior a 6480 kcal / h.
En la selección real de enfriadoras, es difícil obtener datos completos. Según nuestros muchos años de experiencia, △ t = 200 ℃, es un valor promedio de muchos productos plásticos comunes.
Si el molde tiene un canal de goma caliente, la energía del canal de goma caliente también debe considerarse en el cálculo de la capacidad de enfriamiento.
La unidad de calor del canal de goma caliente suele ser kilovatios, por lo que el cálculo debe convertirse en kcal/h. (1kw = 860kcal/h)
(Los enfriadores refrigerados por aire son los más utilizados para máquinas de moldeo por inyección, aprender la diferencia entre enfriador enfriado por aire y enfriado por agua).
2. Diferencia de temperatura del agua enfriada y caudal de agua enfriada
La temperatura del medio refrigerante (agua helada) de los moldes depende generalmente del tipo de material y de la forma del producto. Como los vasos de precipitados de poliestireno de paredes delgadas, la temperatura del agua fría necesaria para los moldes suele ser inferior a 0 ℃.
Pero en la mayoría de los otros casos, la temperatura del agua enfriada requerida por el molde es a menudo superior a 5 ℃.
En muchos casos, lo ideal es una diferencia de temperatura de 3-5 ° C y, a veces, se necesitan 1-2 ° C. Cuanto menor sea la diferencia de temperatura, significa que sacar la misma cantidad de calor requerirá un mayor caudal de agua fría.
Por ejemplo, a una diferencia de temperatura de 5 ° C, un caudal de 60L / m se requiere, mientras que a una diferencia de temperatura de 2 ° C, un caudal de 150L / m se requiere.
3. Calidad del agua
El mejor PH valor para agua helada debe ser 7, Un valor de PH mayor que 7 causará corrosión a la máquina.
Si no se toman medidas, la incrustación se producirá en el evaporador y el molde. Estas escamas actuarán como aislantes y, en casos severos, reducirán su efecto de conversión de energía hasta en un 30%.
Obviamente, esto requiere considerar el tratamiento del agua.

El método más eficaz es instalar un ablandador de agua dura en el sistema; el ablandador se puede conectar directamente a la línea de agua en circulación.
El costo de un descalcificador de agua normal no es caro, lo puede encontrar fácilmente en el mercado.
También se pueden agregar algunos agentes descalcificadores al sistema de circulación de forma regular.
4. Caudal y presión del agua enfriada
Para moldes de inyección generales, una presión de agua helada de hasta 0.1 ~ 0.2mpa puede cumplir con los requisitos.
Tabla de caudal y diámetro de tubería:
| Diámetro de la tubería (pulg.) | 3/8 ″ | 1/2 ″ | 3/4 ″ | 1 ″ | 1-1 / 4 " | 1-2 / 1 ″ | 2 ″ | 3 ″ |
| Tasa de flujo (L) | 12 | 20 | 35 | 60 | 90 | 130 | 230 | 560 |
5. Aislamiento de tuberías de agua helada
Las tuberías de agua fría deben estar aisladas, porque el aislamiento de las tuberías no solo detiene la pérdida severa de capacidad de enfriamiento, sino que también detiene la formación de condensación en la pared exterior de la tubería.
Por ejemplo: la temperatura del agua enfriada es de 10 ℃, la temperatura ambiente es de 30 ℃, la radiación térmica de una tubería de metal de 25 m2 de superficie de 25 m de largo es de hasta 750 kcal / h.
Tabla adjunta de propiedades comunes de los materiales
| Material | Temperatura de inyección ℃ | Temperatura del molde ℃ | Capacidad calorífica específica Kcal / kg ° C |
| EN | 160 ~ 310 | 0~ 70 | 0.55 |
| ESP | 185 ~ 250 | 0~ 60 | 0.35 |
| Nylon | 230 ~ 300 | 25 ~ 70 | 0.58 |
| ordenador personal | 280 ~ 320 | 70 ~ 130 | 0.03 |
| PÁGINAS | 200 ~ 280 | 0~ 80 | 0.48 |
| abdominales | 180 ~ 260 | 40 ~ 80 | 0.4 |
Animación de moldeo por inyección
El moldeo por inyección es la mejor máquina para ayudar a las industrias. Porque fabrica el mejor tipo de jeringas de plástico.
muy buen contenido para obtener información sobre enfriadores industriales. Gracias
Que tal David tengo una duda.
¿La formula solo aplica si enfrío el molde? En caso de que enfríe también el aceite como calcularía el enfriador.
Saludos…
Hola Jaime,
En realidad, esta fórmula puede aplicarse a cualquier líquido, siempre que se conozca su capacidad calorífica específica.
Un saludo
Me gustaria fabricar un enfriador de aceite hidraulico para una maquina de inyeccion de plastico de 500 ton