
Sistem pemulihan pelarut dirancang untuk menangkap, memadatkan, dan menggunakan kembali pelarut berharga yang mungkin hilang ke atmosfer atau dikirim ke pengolahan limbah. Dalam pengolahan kimia, obat-obatan, pelapis, percetakan, perekat, dan manufaktur khusus, hal ini merupakan persyaratan ekonomi dan lingkungan. Namun pemulihan pelarut hanya bekerja secara efisien ketika aliran uap didinginkan dengan cepat dan aman—dan di sinilah pendingin industri menjadi bagian inti dari sistem.
Tidak seperti proses pendinginan biasa, pendinginan pemulihan pelarut harus menangani media yang mudah menguap, mudah terbakar, dan seringkali korosif. Pendingin tidak hanya menghilangkan panas—tetapi juga membantu mengontrol tekanan uap, meningkatkan efisiensi kondensasi, menstabilkan hasil pemulihan, dan mengurangi risiko kebakaran dan ledakan. Dalam praktiknya, sistem pendingin menjadi bagian dari arsitektur keselamatan seluruh pabrik.
Oleh karena itu, chiller industri terbaik untuk sistem pemulihan pelarut biasanya bukan chiller air generik. Ini adalah unit yang dibuat khusus dengan kapasitas pendinginan yang tepat, perlindungan area berbahaya, bahan tahan korosi, dan desain termal yang disesuaikan dengan pelarut spesifik yang dipulihkan.
Mengapa Pendinginan Sangat Penting dalam Pemulihan Pelarut

Sistem pemulihan pelarut biasanya bekerja dengan memanaskan campuran pelarut, memisahkan pelarut yang mudah menguap dari kotoran, dan kemudian mengembunkan uap kembali ke bentuk cair. Proses ini pada prinsipnya sederhana secara termodinamika, namun dalam praktiknya sangat sensitif terhadap suhu.
Jika kondensor terlalu panas, uap tidak akan mencair secara efisien. Tingkat pemulihan menurun, emisi meningkat, dan sistem harus berjalan lebih lama untuk mencapai keluaran yang sama. Jika kondensor terlalu dingin atau respons pendinginan tidak stabil, sistem mungkin mengalami fluktuasi tekanan, refluks yang tidak merata, atau penggunaan energi yang tidak perlu. Dalam sistem yang menangani pelarut dengan titik didih rendah seperti aseton (bp 56°C), etanol (bp 78°C), MEK (bp 80°C), atau toluena (bp 111°C), margin kesalahannya kecil karena uap dapat terakumulasi dengan cepat dan menimbulkan bahaya penyalaan.
Itu sebabnya performa pendinginan secara langsung memengaruhi tiga hal sekaligus: efisiensi pemulihan, kemurnian produk, dan keselamatan operasional.
Poin keamanan penting: Dalam pemulihan pelarut, pendinginan bukan hanya fungsi proses—tetapi juga merupakan tindakan pengendalian risiko kebakaran.
Bagaimana Sistem Pemulihan Pelarut Bekerja
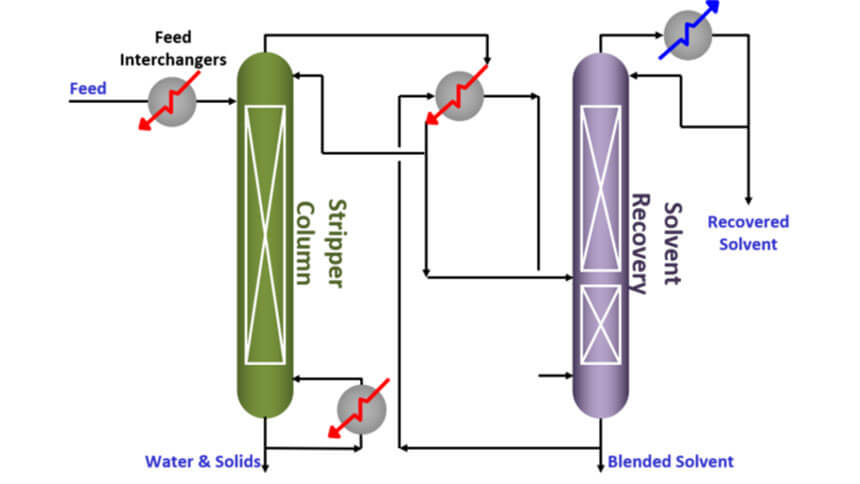
Kebanyakan sistem pemulihan mengikuti urutan dasar yang sama. Umpan yang mengandung pelarut dipanaskan dalam penyulingan, evaporator, bejana distilasi, atau ruang vakum. Saat cairan mendidih, uap pelarut naik dan masuk ke kondensor atau bagian pendingin. Di sana, pendingin industri memasok cairan dingin untuk menghilangkan panas laten dari aliran uap. Uapnya mengembun menjadi cairan, yang dikumpulkan untuk digunakan kembali. Gas yang tidak dapat terkondensasi dibuang melalui sistem yang terkendali.
Q = ṁ × (hmenguap − hcairan) = ṁ × jamfgDimana ṁ = laju aliran massa uap, hfg = panas laten penguapanContoh: Aseton hfg ≈ 518 kJ/kg, Etanol hfg ≈ 846 kJ/kg
Aliran massa yang sama → etanol membutuhkan ~63% lebih banyak pendinginan dibandingkan aseton
Yang menentukan kinerja keseluruhan bukan hanya titik didih pelarut—tetapi juga hubungan antara beban uap, luas permukaan kondensor, suhu cairan pendingin, dan tekanan sistem. Jika salah satu dari variabel tersebut tidak cocok, efisiensi pemulihan akan menurun.
Dalam sistem yang lebih maju, chiller dihubungkan ke loop refluks, sistem vakum, atau jaringan penukar panas multi-tahap. Hal ini memungkinkan pabrik untuk menurunkan suhu didih, meningkatkan pemisahan pelarut, dan mengurangi tekanan termal pada pelarut dan peralatan.
Mengapa Pendingin Industri Merupakan Sumber Pendinginan yang Tepat
Pendingin industri lebih disukai karena memberikan pendinginan yang stabil, terkendali, dan berkelanjutan di bawah beban industri. Pendingin yang dirancang dengan baik dapat mempertahankan suhu cairan pendingin dalam rentang yang sempit bahkan ketika beban uap berubah. Stabilitas tersebut penting karena beban pemulihan pelarut seringkali bersifat siklus—proses distilasi batch mungkin dimulai dengan lambat, mencapai puncaknya selama pendidihan aktif, kemudian berkurang secara bertahap. Pendingin harus mengikuti profil tersebut tanpa melampaui batas atau siklus pendek.
Pendingin yang baik juga melindungi peralatan hilir. Kondensor, pipa, seal, dan katup bertahan lebih lama jika suhu cairan pendingin stabil. Sebaliknya, pendinginan yang tidak stabil menyebabkan lonjakan tekanan, kondensasi yang tidak merata, dan tekanan mekanis yang berulang-ulang—pada dasarnya, semuanya akan lebih cepat aus.
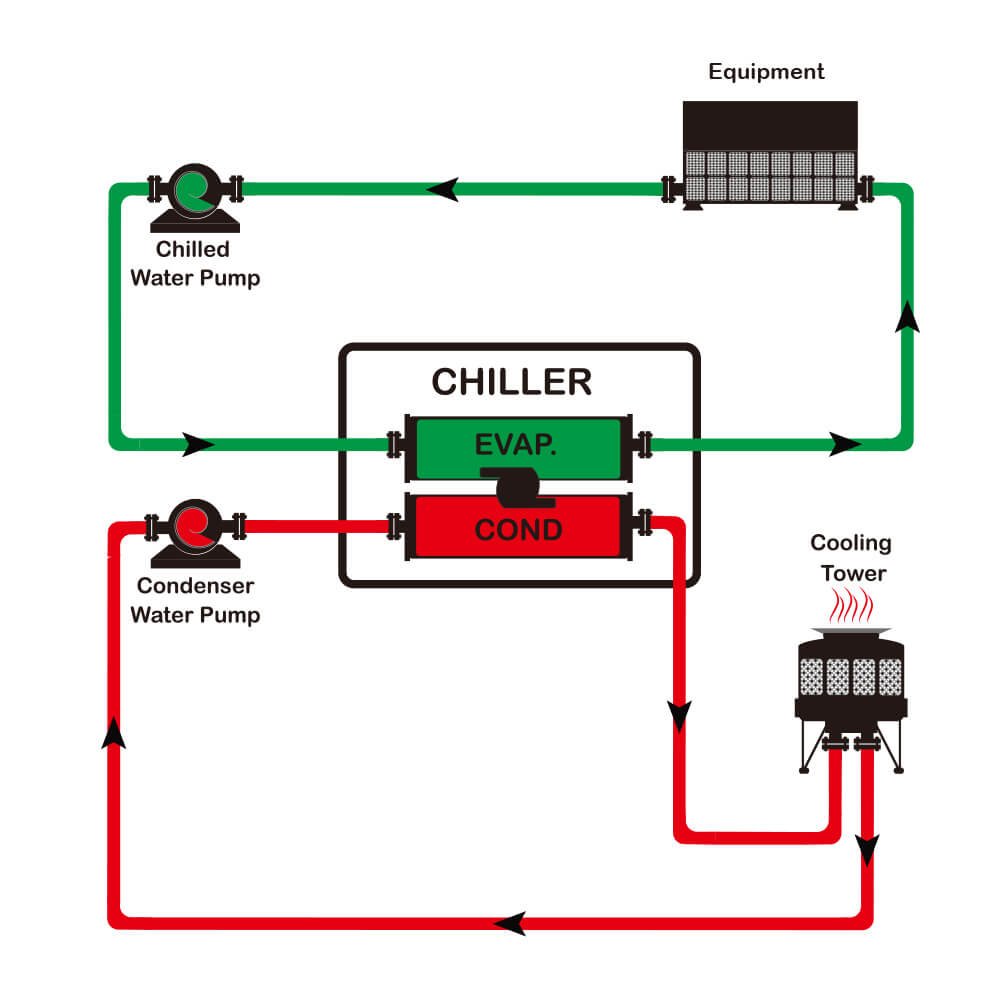
Di pabrik pemulihan pelarut, chiller sering kali merupakan bagian dari sistem loop tertutup dengan satu loop di sisi pendinginan dan satu lagi di sisi proses. Pemisahan tersebut menjaga media pendingin tetap terisolasi dari aliran pelarut dan memungkinkan sistem menggunakan bahan tahan korosi dan cairan pengoperasian yang lebih aman.
Komponen Utama Pendingin Pemulihan Pelarut Industri
Pendingin pemulihan pelarut dibuat dari beberapa subsistem, dan masing-masing subsistem penting.
Kompresor adalah mesin energi dari mesin tersebut. Dalam sistem yang lebih kecil, kompresor gulir sering digunakan karena kompak dan dapat diandalkan. Dalam sistem yang lebih besar, kompresor sekrup umum digunakan karena mampu menangani beban yang lebih berat dan menawarkan modulasi yang lebih baik. Untuk pembangkit terpusat yang besar, kompresor sentrifugal dapat digunakan jika kapasitasnya sangat tinggi dan efisiensi dalam kondisi tunak penting. Pilihan yang tepat bergantung pada beban pemulihan, siklus kerja, dan skala pabrik.
Kondensor adalah tempat panas meninggalkan zat pendingin. Kondensor berpendingin air umumnya memberikan efisiensi yang lebih baik pada sistem yang lebih besar karena air mentransfer panas lebih efektif daripada udara. Sebaliknya, kondensor berpendingin udara menyederhanakan pemasangan dan seringkali lebih baik untuk pabrik kecil atau lokasi tanpa infrastruktur menara pendingin.
Evaporator adalah tempat fluida proses didinginkan—biasanya penukar panas pelat atau penukar shell-and-tube. Evaporator yang dirancang dengan baik meningkatkan laju perpindahan panas dan mengurangi perubahan suhu pada kondensor atau bejana pemulihan.
Katup ekspansi meter aliran refrigeran ke evaporator. Katup ekspansi elektronik sangat berguna dalam pemulihan pelarut karena katup ini merespons dengan cepat terhadap perubahan muatan dan menjaga kestabilan panas berlebih—penting ketika aliran uap berubah dengan cepat selama distilasi.
Sistem pompa memindahkan cairan pendingin melalui loop proses. Dalam sistem yang lebih besar, pompa frekuensi variabel lebih disukai karena dapat menyesuaikan dengan perubahan permintaan dan mengurangi konsumsi energi.
Sistem kendali mengkoordinasikan seluruh unit. Pendingin industri modern menggunakan kontrol berbasis PLC, sensor suhu, pemancar tekanan, sakelar aliran, dan logika kesalahan untuk mengelola kapasitas dan melindungi sistem. Dalam layanan pemulihan pelarut, otomatisasi sangat penting karena mengurangi paparan operator terhadap bahan berbahaya dan menjaga proses tetap stabil.
Desain Tahan Ledakan Bukanlah Opsional

Pemulihan pelarut sering kali berhubungan dengan senyawa organik yang mudah terbakar atau mudah menguap. Artinya, sistem pendingin harus dirancang untuk lingkungan berbahaya, bukan ruang utilitas standar.
Pendingin pemulihan pelarut yang tepat mungkin memerlukan komponen listrik tahan ledakan, penutup kontrol bersertifikat, serta kabel dan motor yang tahan bahaya. Tergantung pada klasifikasi situs, sistem mungkin perlu mematuhinya ATEX (Eropa), IECEx (internasional), atau Kelas I Divisi I Persyaratan (Amerika Utara). Standar pastinya bergantung pada wilayah, kelas pelarut, dan klasifikasi area instalasi.
Tujuan rekayasa praktisnya sederhana: mencegah sistem pendingin menjadi sumber pengapian. Hal ini berarti mengendalikan risiko busur listrik, risiko permukaan panas, akumulasi listrik statis, dan jalur kebocoran.
Hal ini sangat penting dalam instalasi pemulihan pelarut karena uap dapat muncul pada titik rendah, di sekitar segel, dan di dekat area ventilasi. Oleh karena itu, pendingin harus ditempatkan dan dikonfigurasi sedemikian rupa sehingga tidak memaparkan komponen listrik atau komponen panas ke uap pelarut.
Memilih Refrigeran yang Tepat

Pemilihan zat pendingin penting karena memengaruhi efisiensi, keselamatan, dan kepatuhan terhadap peraturan.
| Pendingin | GWP | Kelas Keamanan | Terbaik Untuk |
|---|---|---|---|
| R134a | 1430 | A1 (tidak mudah terbakar) | Sistem lama, pengganti |
| R513A | 573 | A1 (tidak mudah terbakar) | Retrofit R134a, sistem baru |
| R1234ze | 1 | A2L (agak mudah terbakar) | Desain baru dengan GWP rendah |
| R290 (propana) | 3 | A3 (mudah terbakar) | Performa lingkungan maksimal |
| CO₂ (R744) | 1 | A1 (tidak mudah terbakar) | Aplikasi bertekanan tinggi |
Untuk sistem yang memerlukan kinerja lingkungan maksimum, zat pendingin alami seperti R290 atau CO₂ dapat dipertimbangkan. Namun, alat ini memiliki kendala desain—R290 sangat mudah terbakar dan memerlukan batas muatan yang ketat, sementara CO₂ beroperasi pada tekanan yang jauh lebih tinggi, sehingga meningkatkan kompleksitas peralatan.
Refrigeran terbaik bergantung pada muatan pelarut, kondisi sekitar, standar pemasangan, dan toleransi risiko pabrik. Untuk perolehan kembali pelarut yang berbahaya, kelas keselamatan dan pengelolaan muatan zat pendingin sering kali sama pentingnya dengan COP.
Desain Media Pendingin dan Lingkaran Proses
Pendingin sisi proses biasanya berupa air, campuran glikol-air, atau media perpindahan panas lain yang dipilih untuk kisaran suhu dan perlindungan terhadap pembekuan.
Jika sistem hanya memerlukan pendinginan sedang di atas titik beku, air dingin seringkali merupakan pilihan paling sederhana dan efisien. Jika proses harus beroperasi di bawah 0°C atau dalam kondisi ruangan yang lebih dingin, glikol biasanya ditambahkan untuk mencegah pembekuan. Konsentrasi glikol perlu diseimbangkan dengan hati-hati—terlalu banyak glikol akan mengurangi kapasitas panas dan meningkatkan kehilangan pemompaan, jadi ada baiknya jika dilakukan dengan benar.
Dalam pemulihan pelarut, loop pendingin harus ditutup, disaring, dan dikontrol korosi. Sebagian besar sistem industri menyukai pipa baja tahan karat, bebas tembaga jika diperlukan, dan segel yang kompatibel dengan bahan kimia pendingin. Untuk lingkungan pelarut yang agresif, Baja tahan karat 316L, segel yang kompatibel dengan PTFE, dan gasket yang tahan bahan kimia adalah pilihan umum.
Loop juga harus dirancang untuk turbulensi yang stabil. Jika aliran terlalu rendah, efisiensi perpindahan panas turun. Jika terlalu tinggi, kehilangan tekanan akan meningkat dan energi pompa akan meningkat. Tujuannya adalah desain hidraulik yang mempertahankan pembuangan panas yang stabil dan berulang di kondensor.
Pendingin Berpendingin Udara vs Pendingin Air untuk Pemulihan Pelarut

| Barang | Berpendingin Udara | Berpendingin Air |
|---|---|---|
| Instalasi | Lebih sederhana, tidak ada infrastruktur air | Membutuhkan menara pendingin atau pendingin kering |
| Efisiensi Energi (COP) | 3.0–4.5 | 4.0–6.0 |
| Stabilitas suhu | Baik (±0,3–0,5°C) | Luar biasa (±0,1–0,3°C) |
| Sensitivitas Sekitar | Tinggi (5–8% per kenaikan 10°C) | Rendah (2–3% per kenaikan 10°C) |
| Terbaik Untuk | Tanaman berukuran kecil hingga sedang | Pabrik besar yang mempunyai tugas berkelanjutan |
Sistem berpendingin udara lebih mudah dipasang karena tidak memerlukan menara pendingin atau pengolahan air kondensor. Seringkali ini merupakan pilihan yang lebih baik untuk jalur pemulihan pelarut yang lebih kecil, pabrik percontohan, dan fasilitas yang memerlukan pemasangan cepat.
Sistem berpendingin air biasanya lebih baik untuk aplikasi yang lebih besar atau tugas berkelanjutan. Air memiliki kapasitas perpindahan panas yang jauh lebih tinggi dibandingkan udara, sehingga sistem berpendingin air dapat mempertahankan suhu kondensasi yang lebih rendah dan efisiensi yang lebih tinggi. Dalam operasi beban tinggi, hal ini biasanya berarti kinerja energi yang lebih baik dan pemulihan yang lebih stabil.
Prinsip praktisnya: berpendingin udara untuk beban yang lebih kecil dan sedang, berpendingin air seiring bertambahnya beban dan pabrik beroperasi lebih lama.
Bagaimana Mengukur Ukuran Pendingin Pemulihan Pelarut
Mengukur chiller dengan benar adalah salah satu langkah terpenting dalam proses desain. Beban pendinginan bergantung pada panas laten penguapan, suhu umpan, komposisi campuran pelarut, laju refluks, efisiensi kondensor, dan pengaturan pemulihan panas.
Pendekatan rekayasa praktis adalah memperkirakan beban uap terlebih dahulu, kemudian menambahkan panas masuk akal dari umpan dan margin keamanan untuk variasi proses. Jika pelarut mempunyai beban penguapan yang tinggi, tugas kondensor dapat meningkat dengan sangat cepat.
Misalnya, sistem yang memulihkan aseton atau etanol mungkin memerlukan perilaku pendinginan yang sangat berbeda meskipun volume cairannya tampak serupa, karena tekanan uap dan panas penguapannya berbeda. Pelarut dengan titik didih rendah sering kali membutuhkan pelepasan panas yang lebih cepat dan lebih kuat dibandingkan pelarut dengan titik didih lebih tinggi.
Margin desain tidak boleh sempit. Sistem pemulihan pelarut mendapat manfaat dari ruang pendinginan ekstra karena beban dapat meningkat secara tidak terduga selama pengaktifan, perubahan vakum, atau transisi batch. Rencanakan kemungkinan terburuk, dan sistem akan menangani segala hal lainnya dengan baik.
Kriteria Seleksi Yang Paling Penting
Saat menentukan chiller industri untuk pemulihan pelarut, kriteria yang paling penting adalah:
- Kapasitas pendinginan disesuaikan dengan beban uap puncak
- Stabilitas suhu suplai cairan pendingin
- Kelas keamanan zat pendingin dan kontrol muatan
- Desain listrik tahan ledakan
- Bahan basah yang tahan korosi
- Stabilitas pompa dan kontrol aliran
- Rentang modulasi kompresor
- Akses pemeliharaan dan strategi uptime
Faktor-faktor tersebut lebih penting daripada katalog tenaga kuda saja. Pendingin yang terlihat kuat di atas kertas masih bisa gagal dalam layanan pelarut jika kontrolnya tidak stabil, bahannya salah, atau klasifikasi keamanannya tidak memadai.
Pemulihan Energi dan Integrasi Proses

Sistem pemulihan pelarut sering kali melepaskan banyak panas selama kondensasi. Di beberapa pabrik, sebagian panas dapat diperoleh kembali untuk kegunaan lain, seperti pemanasan awal umpan, mendukung putaran proses lainnya, atau memasok air panas untuk operasi tambahan.
Pendingin pemulihan panas dapat menjadi pilihan yang berguna jika pabrik memiliki kebutuhan pendinginan dan pemanasan. Alih-alih membuang seluruh panas kondensor ke lingkungan sekitar, sebagian panas tersebut dialihkan ke loop air panas. Hal ini dapat meningkatkan kinerja energi pembangkit secara keseluruhan.
Meskipun demikian, pemulihan panas hanya masuk akal jika pabrik benar-benar dapat menggunakan panas yang diperoleh kembali. Jika tidak ada unit pendingin yang berguna, pengaturan pendingin standar mungkin lebih sederhana dan hemat biaya. Jangan memperumit masalah demi hal itu.
Pemeliharaan dan Keandalan
Solvent recovery chillers need routine inspection because the operating environment is demanding. The condenser should be kept clean, the coolant loop should be filtered, and the compressor oil condition should be monitored. Sensor drift, refrigerant leakage, and fouling in the heat exchanger can all reduce performance over time.
A good maintenance routine should include inspection of:
- Coolant level and concentration
- Compressor suction and discharge pressure
- Condenser and evaporator cleanliness
- Electrical connections and enclosure seals
- Valve response and control logic
- Pump vibration and flow performance
- Leak detection and alarm functions
In hazardous solvent environments, preventive maintenance isn’t just about uptime—it’s also a safety requirement.
Kesimpulan
Pendingin industri adalah teknologi inti dalam sistem pemulihan pelarut karena mereka mengontrol kondensasi, menstabilkan tekanan, meningkatkan hasil pemulihan, dan mengurangi risiko kebakaran. Pendingin yang tepat harus melakukan lebih dari sekadar mendinginkan—pendingin tersebut harus bekerja dengan aman dalam kondisi berbahaya, mempertahankan kinerja yang stabil di bawah beban uap yang berubah-ubah, dan terintegrasi dengan baik dengan proses pemulihan.
Untuk instalasi yang lebih kecil, sistem berpendingin udara menawarkan kesederhanaan dan fleksibilitas. Untuk pabrik yang lebih besar, sistem berpendingin air memberikan efisiensi dan stabilitas yang lebih baik. Untuk fasilitas apa pun yang menangani pelarut yang mudah terbakar atau mudah menguap, desain tahan ledakan, pemilihan zat pendingin yang tepat, dan kompatibilitas bahan yang tepat tidak dapat dinegosiasikan.
Dalam pemulihan pelarut, pendinginan bukanlah utilitas latar belakang. Ini adalah proses dan sistem keselamatan pada saat yang sama—dan melakukannya dengan benar akan membuat segalanya berjalan lebih baik.