
In pharmaceutical manufacturing, maintaining exact environmental conditions is critical to ensure product integrity, efficacy, and compliance with regulatory standards such as those from the FDA and WHO. Chillers serve as essential systems for delivering precise temperature control, managing heat loads during chemical reactions, storage, and processing stages. These specialized cooling units circulate chilled fluids—often water-glycol mixtures—through equipment like jacketed vessels and reactors, preventing degradation of active pharmaceutical ingredients (APIs) and minimizing contamination risks. By stabilizing temperatures within narrow ranges, such as ±0.5°F, chillers support the production of antibiotics, vaccines, biologics, and cardiology medications, where even minor fluctuations can compromise batch quality or lead to costly rejections.
The Critical Role of Temperature Control in Pharmaceutical Processes

Temperature control directly impacts the stability and safety of pharmaceutical products. During synthesis, active ingredients undergo chemical reactions that generate heat, requiring immediate cooling to preserve molecular structures and prevent unwanted side reactions. In formulation and blending, precise cooling ensures uniform mixing of temperature-sensitive compounds, while in lyophilization (freeze-drying), chillers maintain low temperatures to preserve APIs and extend shelf life. Storage phases demand consistent conditions to inhibit microbial growth and protect against humidity-induced degradation. Without reliable cooling, products risk reduced therapeutic efficacy, increased contamination, or regulatory non-compliance, potentially endangering patient health. Industrial chillers address these challenges by providing stable, repeatable cooling, often integrated with remote monitoring systems for real-time performance tracking and preventive maintenance.
How Chillers Operate in Pharmaceutical Manufacturing
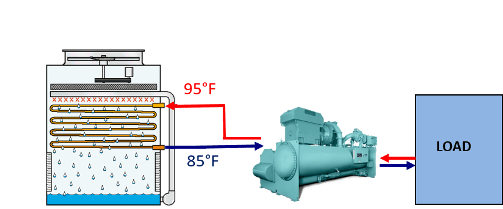
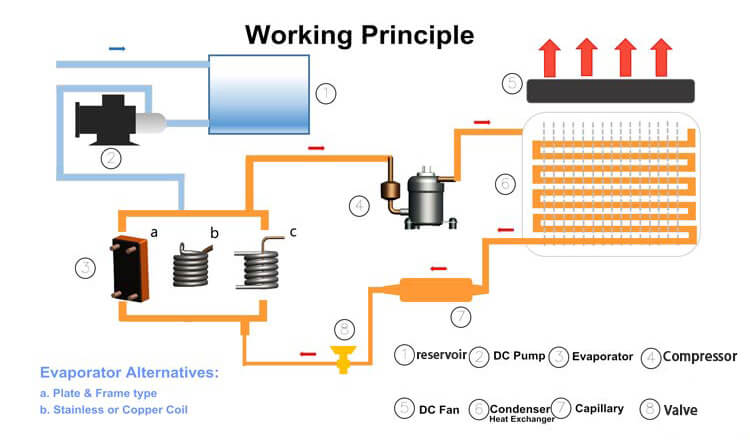
Pharmaceutical chillers function through vapor-compression or absorption cycles to remove heat from processes. In vapor-compression systems, a compressor—such as reciprocating, screw, or centrifugal—pressurizes refrigerant vapor, which releases heat in the condenser before expanding and absorbing heat in the evaporator. This cooled fluid is then circulated to production equipment. Absorption chillers, alternatively, use heat sources like steam or waste heat to drive a thermochemical process, employing water as the refrigerant and lithium bromide as the absorbent in a vacuum environment for efficient low-temperature cooling. These systems are engineered with corrosion-resistant materials like stainless steel to withstand harsh chemicals and ensure longevity. Advanced models incorporate variable speed drives (VSDs) to adjust compressor speed dynamically, maintaining temperatures within 0.5°F while optimizing energy use by matching output to load demands.
Types of Chillers for Pharmaceutical Applications
Pharmaceutical chillers vary in design to suit specific cooling capacities and operational needs, categorized broadly into vapor-compression and absorption types.
Поршневые чиллеры

These units employ piston-driven compressors to handle capacities up to 200 tons. They combine air and water condensers with expansion devices and control panels, offering compact designs that fit through standard doorways. Ideal for smaller-scale operations, they use environmentally friendly refrigerants and provide easy access for maintenance.
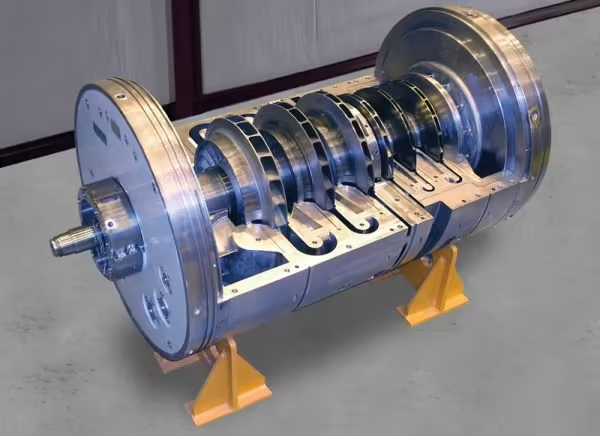
Screw-Driven Chillers

Utilizing helical rotors for compression, screw chillers manage up to 300 tons and are 40% smaller than centrifugal models. Their rotary motion ensures quiet operation with fewer moving parts, making them suitable for variable-load environments like blending and mixing.
Центробежные чиллеры
Common in large facilities, these chillers convert kinetic energy into pressure using impellers, excelling in capacities over 200 tons. They transfer heat via evaporators and condensers, often paired with cooling towers, and are prevalent in North America with over 80,000 installations.
Абсорбционные охладители

Powered by heat sources such as natural gas or waste heat, absorption chillers range from 4.5 to hundreds of tons. Double-effect models recycle waste for higher efficiency, operating in vacuums to boil water at lower temperatures.
Low-Temperature and Variable Speed Chillers
Specialized low-temperature chillers reach -75°F to -105°F for applications like reactor cooling and vent condensers. Variable speed chillers, with VSD technology, provide ultra-precise control (±0.5°F) and energy savings by adapting to fluctuating loads in processes like hot melt extrusion.
Chillers are further classified as central (10-200 tons) for large needs or compact (1-40 tons) for space-constrained setups, featuring components like evaporators, pumps, and filters.
Key Applications in Pharmaceutical Manufacturing
Chillers are integral across pharmaceutical workflows:
- Reactors and Jacketed Vessels: Control exothermic reactions by circulating chilled fluids, preventing overheating in API synthesis.
- Mixing and Blending: Maintain optimal temperatures for high-speed ingredient mixing, ensuring homogeneity in formulations.
- Lyophilization: Provide consistent low temperatures for freeze-drying vaccines and biologics, preserving potency.
- Clean Rooms and Storage: Regulate air conditioning and humidity to meet clean room standards, protecting stored products.
- Process Equipment Cooling: Cool machinery like centrifuges and dryers to avoid downtime and extend equipment life.
In biotechnology and nutraceuticals, they support similar processes for dietary supplements and cosmetics.
Benefits of Implementing Chillers in Pharma
Deploying chillers yields multiple advantages:
- Precision and Consistency: Minimize temperature fluctuations for repeatable results, reducing batch variability and ensuring compliance.
- Энергоэффективность: VSD and heat recovery systems lower operational costs and support sustainability.
- Reduced Product Loss: Prevent degradation and contamination, minimizing waste and downtime.
- Customizability: Tailored designs, including explosion-proof options, address unique needs like hazardous environments.
- Long-Term Reliability: Stainless steel construction and low-maintenance features enhance durability, with remote monitoring aiding preventive care.
Supplemental low-temperature systems can further boost efficiency by handling peak loads.
Considerations for Selecting and Maintaining Pharmaceutical Chillers
Choosing a chiller involves evaluating cooling capacity, load variability, space constraints, and budget. Factors include initial investment versus long-term savings, regulatory validation needs, and integration with existing systems. Maintenance is vital: Regular servicing prevents disruptions, while compliance with standards requires performance documentation. Emerging trends like magnetic bearings and renewable energy integration enhance efficiency in modern setups.
| Тип чиллера | Capacity Range | Key Benefits | Ideal Applications |
|---|---|---|---|
| Возвратно-поступательный | Up to 200 tons | Compact, easy maintenance | Small-scale mixing, storage |
| Screw-Driven | Up to 300 tons | Quiet, efficient for variable loads | Blending, reactors |
| Центробежный | Over 200 tons | High-capacity handling | Large clean rooms, central cooling |
| Поглощение | 4.5+ tons | Uses waste heat, energy-efficient | Facilities with heat sources |
| Variable Speed | Variable | Precise control (±0.5°F), energy savings | Extrusion, lyophilization |